采用高能噴丸使 H13鋼表面組織納米化 。利用 x射線衍射、光學顯微鏡和掃描 電鏡研究了嘖丸層的微觀組織 ,并測定了硬度。結果表 明,一次噴丸和復合噴丸后 H13鋼表層 強烈塑性變形 區深度 約為20 m,其晶粒平均尺寸約為20nm;復合噴丸后 H13鋼表面平均硬度可達670HV0.1,一次噴丸后表面平均硬度可達6 4 8 H V 0 .1 。 此 外 ,初步探討了 H 1 3 鋼表面組織高能噴丸納米化的機制 。
零件的疲勞失效大多發生在金屬表面,如材料的疲勞 、應力腐蝕和磨損對表面組織和金屬性能有密切 影響 ,所以零件表面的組織和綜合性能會直接影響工程結構部件的使用性能和整體使用壽命。而納米金屬材料具有優異性能 ,使傳統金屬結構件表面組織達到納米級,即制備 出具有 納米級晶體結構的表面層 ,將可能提高工程結構件的綜合力學性能及 環境服役行為 。金屬表面自 納米化 (SNC )概 念 ,為納米 技 術在工程材料中的應用提供了新的途徑。金屬表面自納米化技術 的原理 是利用外加 載荷 使金屬塊體材料的表面或次表面發生強烈 的塑性變形 ,引人 大量 的非平衡缺 陷,從而使 晶粒細化 成納米 晶粒。 這一技術能解決用其他表面納米化技術(例如涂覆 或沉積表面納米化技術等)制備 的納米表層與基體 結合強度較低的問題 。
目前表面 自納米化技術主要有表面機械研磨處 理 (SMAT)、超 聲 噴 丸 、超 音 速 微 粒 轟 擊 、表 面 壓 力 滑動軋制 、表面滾壓 、激 光噴丸等 。盧柯 等采 用 表面機械研磨處理技術使純鐵、低碳鋼、不銹鋼和鎳 基合金等材料表層獲得 了納米 晶組織 ,并對經表面納米化處理的低碳鋼試樣進行氣體滲氮 ,發 現可顯著縮短滲氮時間或降低滲氮溫度。王東坡等采用超聲沖擊表面納米化處理技術使 45 鋼 、40Cr鋼 和 16Mn鋼焊接接頭表面晶粒碎化成納米 晶,改善 了材料表面的耐磨性和抗疲勞性能 。 。熊天英等 采 用 超 音 速 微 粒 轟 擊 技 術 對 45 鋼 、38CrSi鋼 、40Cr 鋼和奧氏體不銹鋼等材料進行表面納米化 處理 ,獲 得 了 平 均 尺 寸 約 為 14 nm 的 表 層 。
H 13 熱 作 模 具 鋼 具 有 良 好 的 紅 硬 性 、較 高 的 韌 性和抗熱疲勞性 能,被廣泛運用 于鋁合金的熱擠壓 模 和 鎂 合 金 壓 鑄 模 。 目 前 ,對 銅 、鐵 、低 碳 鋼 、合 金 鋼 等材料通過高能噴丸技術實現表面納米化及其機制 研 究 較 多 ,而 對 模 具 鋼 材 料 表 面 納 米 化 及 其 機 -80的 研 究 較 少 。 本 文 采 用 高 能 噴 丸 技 術 (HESP)對 H13 鋼表面進行 了納米化處理 ,以改善工件的綜合力學 性能 ,提高工件的使用壽命 。
一、 試驗方法
試驗材料為 H13鋼 ,試樣尺寸為 西d0mm × 10 m m 。其化學成分 (質 量 分 數 ,% ) 為 :C 0.38 , Si0.95, Mn 0.31, Cr5.17; Mo 1.29, V 0.89,P0.015,S0.027,Fe余量。試樣經 1050 真空 氣淬 +二次高溫回火處理,硬度46~48HRC,組織主要是回火馬氏體和少量殘留奧氏體 。
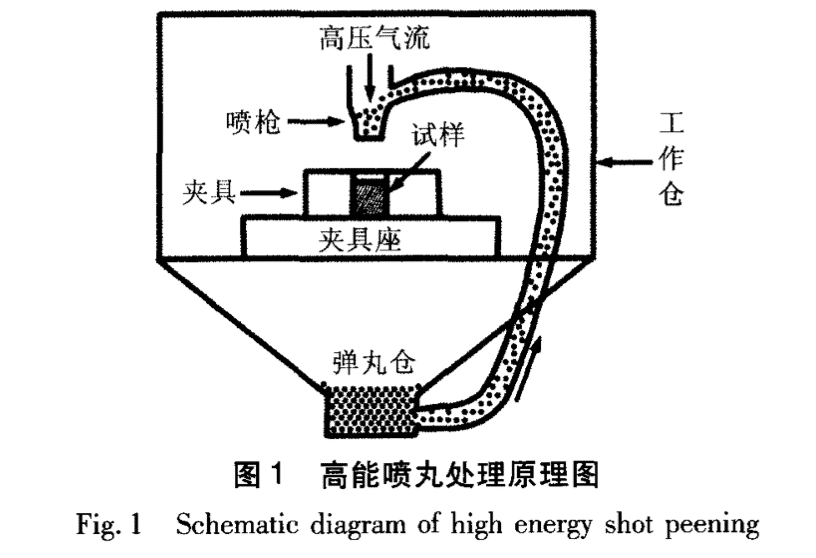
高能噴丸納米化處理的基本原理是利用氣一固相 高 速 氣 流 (如 圖 1所 示 ),將 彈 丸 以 極 高 的 速 度 轟擊金屬表面 ,彈丸數量巨大 ,并且進行重復轟擊 ,使金屬表面發生強烈 的塑性變形 ,從而實現表面納米化。本文采用的裝置為高能噴丸設備 ,采用一次噴 丸和復合噴丸兩種工藝。一次噴丸用鋼丸的直徑為 0.8mm,噴丸工作壓力為 0.6MPa,噴丸時間為 60 S;復 合 噴 丸 是 在 一 次 噴 丸 的 基 礎 上 進 行 第 二 次 噴 丸 ,采 用 直 徑 為 0.2 mm 陶 瓷 丸 ,工 作 壓 力 為 0.5 MPa,噴 丸 時 問 為 20 S。

高能噴丸處理后 ,對試樣 端縱 向剖面進行磨制 拋 光 ,用 4% 硝 酸 酒 精 試 劑 侵 蝕 。 用 LEICA DMI5000M 金 相 顯 微 鏡 和 JEOL JSM一6610 型 掃 描 電 鏡 ( S E M ) 觀 察 試 樣 的 變 形 層 ; 用 X ’ P e rt P ro 型 x 射 線 衍 射 儀 進 行 衍 射 分 析 ,靶 材 為 c u 靶 ,得 到 試 樣 噴 丸表面的衍射譜。采用機械磨制和雙噴減薄方法制 成 TEM 薄 膜 樣 品 ,在 H .800 型 透 射 電 鏡 下 觀 察 。
二、 試驗結果
圖 2(a)、(b)分 別 為 經 一 次 噴 丸 和 復 合 噴 丸 的 試樣 由表面至基體組織的 OM形貌。從圖中可以看 出 ,H 13 鋼 表 面 發 生 了 強 烈 的 塑 性 變 形 ,變 形 量 隨 著 深度的增加而逐漸減小。兩種工藝對應的最大變形 深度均達 10 m,其中強烈塑性變形主要發生在表 面到 20 m深度的范 圍內。在強烈塑性 變形 區僅 能觀察到明顯的金屬流變條紋,采用SEM也無法分 辨 晶 粒 的 邊 界 (見 圖 2(c))。
復 合 噴 丸 工 藝 是 H 13 鋼 試 樣 表 面 經 第 一 次 噴 丸后再采用較細的非金屬丸進行第二次高能噴丸 , 因 而 復 合 噴 丸 后 H 13 鋼 表 面 粗 糙 度 明 顯 小 于 一 次 噴丸的 HI3鋼表面,如圖 2(b)所示。由圖 2(d)可 見,H13鋼基體的晶粒尺寸為5~15 m。
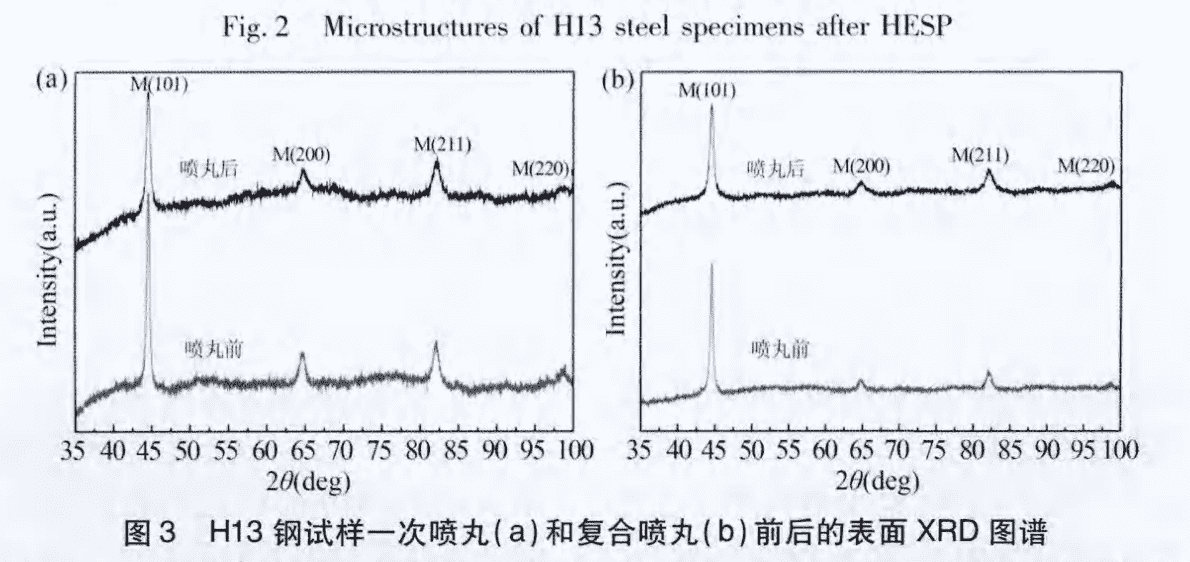
圖 3 為 H 13 鋼 一 次 噴 丸 和 復 合 噴 丸 前 后 表 面 的 XRD圖譜。可以看出,噴丸處理后試樣表面的 x 射線衍射線 明顯寬化 ,馬氏體 (101)晶面的衍射強度發生明顯的減弱現象。為此 ,數據處理中采用扣除衍射背底并經儀器寬化修正后 ,求出物理寬化峰的積分寬度 ,然后根 據 Scherer.Wilson方程近似計算出一次噴丸和復合 噴丸試樣表層的平均晶粒尺寸均為 20nm左右。業 已知道 ,利用 XRD測量 的晶粒尺寸反映的是 x射 線穿透深度 內的平 均 晶粒尺寸 (穿透深度 約 5~ 10 m),且其準確度隨衍射線寬化程度的降低而降 低 ,因此經強烈噴丸的試樣表層的晶粒尺寸還需要用TEM作進一步的分析和驗證。
圖 4 為 經 復 合 噴 丸 的 H 13 鋼 試 樣 變 形 層 的 TEM 明 場 像 、暗 場 像 和 選 區 電 子 衍 射 花 樣 。 從 明 場 像 可 以 發 現 纖 維 狀 組 織 ,與 圖 2(c)中 所 示 的 強 烈 塑 性變形區內的流變條紋相吻合。同時 ,晶粒明顯 細 化,試樣表層可獲得粒徑在 100nm以內的晶粒,說 明經過高能噴丸處理后試 樣表面獲得納米晶層 ,進一 步證實 了 XRD結果 。對 電子衍射花樣進行標定 , 結果表明 ,原組織 中的馬氏體和殘留奧氏體均被細化至納米級。


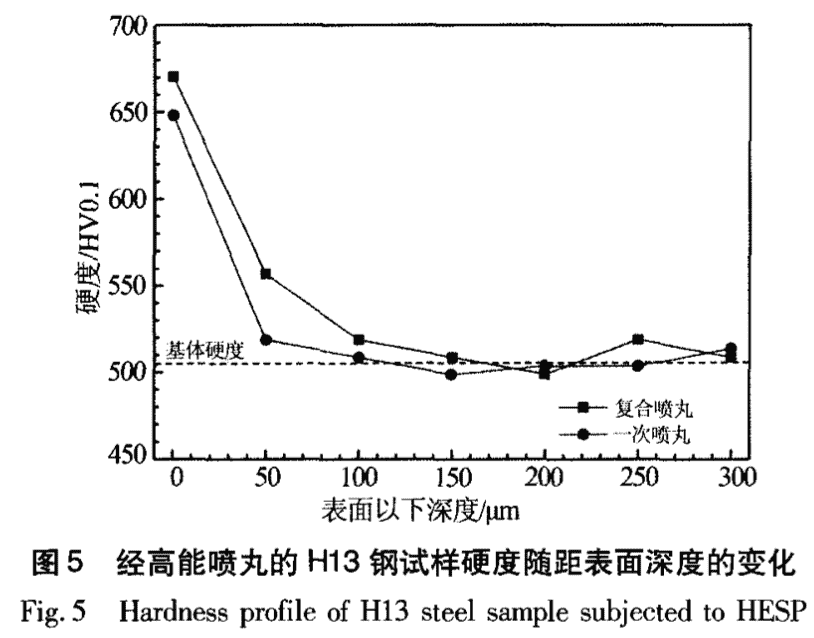
H13鋼經過高能噴完后,表面的硬度隨離表面距離的變化如圖5所示,不同噴丸式樣的表層顯微硬度 的變化趨勢基本相同,與基體硬度相比, 經噴丸處理 的表面硬度明顯提高 ,復合噴丸后表 面 硬 度 平 均 可 達 670 HV0.1,一 次 噴 丸 后 表 面 硬 度 平 均可達648HV0.1。在100 m深度范圍處,試樣的 顯 微 硬 度 基 本 不 再 變 化 ,大 約 為 505 HV0.1。 這 說 明在深度超過100 m的部位已經屬于基體,不受 噴丸的影響。表面高能噴丸后 H13鋼表面的強化 是晶粒細化效應和加工 硬化效應共 同作用 的結果。 盡管將兩種效應進行分 離還存在一定 的困難 ,然而 由試樣組織與性能的對應關系可 以看 出,從試樣表 面向里 ,其 晶粒尺寸逐漸增大 ,而硬度逐漸降低 ,這 種 現 象 可 應 用 H a l l—P e tc h 公 式 予 以 解 釋 , 也 與 其 他 超細晶材料的力學性能研究結果相符合 。顯然 ,可 以確定表面組織結構納米化對材料強化有一定的貢 獻。
三、討論
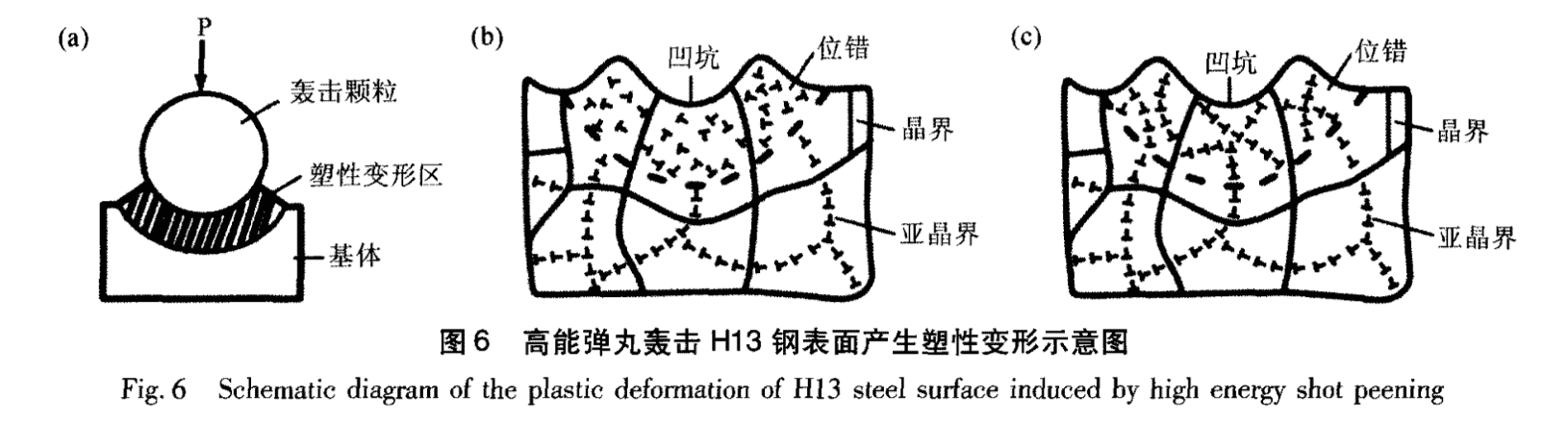
在 H 13 鋼 試 樣 高 能 噴 丸 過 程 中 ,其 表 面 晶 粒 納 米化是通過塑性變形來實現的,如圖6所示。單個 高動能的彈丸轟擊到金屬表面后 ,轟擊部位發生輻 射狀流變,當轟擊應力(P)超過金屬的屈服強度 (邱 ,)時 ,將形成不可逆的永久性微 凹坑 ,其下 面 形成塑性變形層 ,如 圖 6(a)所示。試樣表 面經 過反復轟擊后 ,表面的任一晶粒 內均產生大量的位 錯 ,并通過滑移 、積累、交互作用 、湮滅和重排等形式 形 成 了 位 錯 墻 和 位 錯 纏 結 ,如 圖 6(b)所 示 。 隨 著 彈 丸進一步轟擊 ,絕大部分動能轉變成熱能而耗散,小 部分轉變為 內應力促使位錯運動重排形成小角度晶 界 和 亞 晶 界 以 降 低 系 統 的 能 量 ,如 圖 6(C)所 示 。 在 碎化的亞晶和晶粒 內部也會產生大量位錯 ,多次重 復這一過程使金屬表層獲得納米晶組織 ? 。由于 彈丸碰撞方向和作用點都在不斷變化 ,經過反復轟 擊后 ,試樣表面層任一小體積元 的變形方 向和變形 量都有一定的差異 ,導致塑性變形表現的不均勻性 (如 圖 2 所 示 ) ,這 與 低 碳 鋼 表 面 機 械 研 磨 處 理 后 局 部不均勻的結構特征相一致 。
根據位錯塞積理論 ,晶粒 內的位錯源在切應力 作用下 ,會相繼產生一系列位錯。這些位錯克服了 在滑移過程中的阻力后 ,會塞積在晶界前面 ,從而使 其繼續運動受阻。當晶粒減小時 ,就要增大外 加應 力 ,才能克服此阻力 ,使其相鄰 的晶粒也產生滑移 。 因而,晶粒細化會使材料的硬度和強度提高。
四、實驗結果
(1)采用高能噴丸技術可使 H13模具鋼表層組織納米化。一次噴丸和復合噴丸后 H13鋼表層 強烈塑性變形區深度約為20 m,表層晶粒平均尺寸約為 20nm。
(2)復合噴丸后表面硬度可達 670HV0.1,一次噴丸后表面硬度可達 648HV0.1。試樣 中深度超 過 100 m 的 部 位 ,其 硬 度 基 本 不 再 變 化 ,大 約 為505HV0·1。
( 3 ) H 1 3 鋼 表 面 晶 粒 納 米 化 是 通 過 高 能 噴 丸 使之發生塑性變形來實的。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.8beet.com/1222/
 微信聯系咨詢
微信聯系咨詢 