
可用于齒輪、小型鑄造件等強(qiáng)化拋丸作業(yè)

用于穩(wěn)定桿、連桿等強(qiáng)化拋丸處理

用于曲軸、連桿等強(qiáng)化拋丸作業(yè)

用于彈簧、小型圓鋼件拋丸強(qiáng)化處理

彈簧、齒輪、鑄造件拋丸強(qiáng)化作業(yè)

用于鋼結(jié)構(gòu)、焊接件、大型型材強(qiáng)化拋丸
可以根據(jù)客戶的具體拋丸強(qiáng)化要求、拋丸強(qiáng)化產(chǎn)能、拋丸強(qiáng)化技術(shù)要求等,設(shè)計(jì)合理的強(qiáng)化拋丸設(shè)備、拋丸強(qiáng)化工藝、具體拋丸施工方案,提供標(biāo)準(zhǔn)等拋丸強(qiáng)化一體化技能培訓(xùn)。
參照國(guó)際噴丸、拋丸強(qiáng)化標(biāo)準(zhǔn)設(shè)計(jì)強(qiáng)化拋丸機(jī),拋丸強(qiáng)化效果可達(dá)到進(jìn)出口表面強(qiáng)化技術(shù)標(biāo)準(zhǔn)。
專業(yè)拋丸強(qiáng)化設(shè)備制造商,為您提供全面經(jīng)濟(jì)的強(qiáng)化拋丸設(shè)備解決方案,歡迎咨詢了解。
]]>
為風(fēng)電發(fā)電機(jī)組齒輪、機(jī)械工程設(shè)備齒輪、核電工業(yè)齒輪、工業(yè)機(jī)器人傳動(dòng)齒輪、汽車動(dòng)力齒輪等提供拋丸強(qiáng)化加工,參照齒輪行業(yè)強(qiáng)化技術(shù)要求,嚴(yán)格拋丸強(qiáng)化工藝規(guī)范、提高齒輪表面拋丸強(qiáng)化檢測(cè)標(biāo)準(zhǔn),建立全面的拋丸強(qiáng)化流程系統(tǒng),可追蹤所有拋丸強(qiáng)化加工工序和技術(shù)參數(shù)。
齒輪拋丸強(qiáng)化原理,是利用拋丸器帶動(dòng)鋼丸做離心運(yùn)動(dòng),然后高速射出,轟擊齒輪表面,壓出均勻凹坑,引入表面殘余壓應(yīng)力,延長(zhǎng)齒輪抗疲勞壽命,同時(shí)提高齒輪表面耐磨損性能、以及硬度等,達(dá)到齒輪拋丸強(qiáng)化目的。
齒輪經(jīng)過(guò)拋丸強(qiáng)化,可有效延長(zhǎng)抗疲勞壽命、齒輪表面硬度提高,抗磨損性能提高,式齒輪使用壽命得到有效延長(zhǎng),提高了齒輪使用經(jīng)濟(jì)效益,在社會(huì)經(jīng)濟(jì)發(fā)展、工業(yè)進(jìn)步上,具有深遠(yuǎn)影響。
部分齒輪拋丸強(qiáng)化機(jī)和設(shè)備

吊鉤式齒輪拋丸強(qiáng)化機(jī) 
旋轉(zhuǎn)臺(tái)式齒輪拋丸強(qiáng)化機(jī) 
吊鉤式齒輪拋丸強(qiáng)化機(jī) 
齒輪拋丸強(qiáng)化機(jī)
齒輪拋丸強(qiáng)化機(jī)主要有吊鉤式齒輪拋丸強(qiáng)化機(jī)、多工位旋轉(zhuǎn)臺(tái)式齒輪拋丸強(qiáng)化機(jī)、以及大型車臺(tái)式齒輪拋丸強(qiáng)化機(jī)、輥道式齒輪拋丸強(qiáng)化機(jī)等。
齒輪拋丸強(qiáng)化后表面檢測(cè)
- 殘余應(yīng)力檢測(cè)(X晶體衍射儀)
- 表面覆蓋率檢測(cè)(覆蓋率檢測(cè)儀)
- 表面拋丸強(qiáng)度檢測(cè)(弧高測(cè)量?jī)x)
- 表面耐磨性能檢測(cè)
- 表面硬度檢測(cè)
齒輪拋丸強(qiáng)化工藝
我們將根據(jù)客戶齒輪等具體尺寸、規(guī)格、形態(tài)種類,以及拋丸強(qiáng)化技術(shù)要求,來(lái)設(shè)計(jì)專業(yè)的、高效節(jié)能的齒輪拋丸強(qiáng)化工藝技術(shù)流程,并實(shí)驗(yàn)驗(yàn)證拋丸強(qiáng)化技術(shù)可行性,最終使用于齒輪表面的強(qiáng)化拋丸加工。
專業(yè)齒輪拋丸強(qiáng)化加工服務(wù)廠家,歡迎來(lái)廠參觀考察,我們將竭誠(chéng)為您服務(wù)!
]]>汽車板簧的拋丸強(qiáng)化工藝一般有兩種方式 :一是自由拋丸,即板簧在受拋丸的過(guò)程中,處于自由狀態(tài);二是應(yīng)力拋丸,即將板簧在拋丸前預(yù)先加壓,并保持在加壓狀態(tài)下拋丸,拋丸后再將板簧從加壓狀態(tài)釋放,使得板簧受拋面得到更大的表面壓應(yīng)力。對(duì)于拋丸強(qiáng)化程度要求不高的板簧,通常采用 自由拋丸。而近年來(lái) ,隨著對(duì)汽車質(zhì)量要求的提高,許多車型(如高級(jí)大客車的少片簧 、重載車的變截面簧等 )
對(duì)板簧拋丸的表面后壓應(yīng)力提出了更高的要求,自由拋丸已不能滿足要求,應(yīng)力拋丸是一種較為理想?的方式。
由于汽車板簧生產(chǎn)效率要求較高,所以對(duì)應(yīng)力 拋丸強(qiáng)化工序要求連續(xù)生產(chǎn),因此對(duì)應(yīng)力拋丸強(qiáng)化 設(shè)備的自動(dòng)化和可靠性要求比較高。之前國(guó)內(nèi)此類生產(chǎn)線依靠進(jìn) 口,國(guó)內(nèi)拋丸設(shè)備生產(chǎn)企業(yè)僅可以研 制拋丸機(jī)部分,不能組成自動(dòng)生產(chǎn)線。基于此,研發(fā) 了應(yīng)力拋丸強(qiáng)化生產(chǎn)線,此項(xiàng)研發(fā)填補(bǔ)了國(guó)內(nèi)空白。
1 生產(chǎn)線技術(shù)要求
1.1 設(shè) 計(jì) 要 求
拋 丸 弧 高 值 : >I 0 .3 5 C ;
生 產(chǎn) 線 生 產(chǎn) 率 :180件 /h。
1.2 工藝和電氣控制要求
1.2.1 工 藝 要 求
人工或機(jī)械將需拋丸強(qiáng)化的工件(板簧 )放到位 于返回輥道上料工位的工裝上,工裝與工件通過(guò)加 壓機(jī)上的加壓油缸將工件壓成彎曲狀,撥叉架構(gòu)將 工件固定于工裝上。上料橫移輥道將工件送到上料輥道上,然后進(jìn)入拋丸機(jī)對(duì)板簧進(jìn)行拋丸強(qiáng)化。
拋丸強(qiáng)化后的工件與工裝一起由卸料橫移輥道輸送到卸料加壓機(jī)中,在該加壓機(jī)中將工件與工裝分離,人工取出強(qiáng)化完的工件,而空工裝則由返回輥道送到上料壓機(jī),準(zhǔn)備下一個(gè)工作循環(huán)。
1.2.2控制要求
采用PLC及人機(jī)界面組成工業(yè)計(jì)算機(jī)系統(tǒng)。分自動(dòng)與手動(dòng)兩種控制方式,以自動(dòng)為主,應(yīng)力拋丸強(qiáng)化時(shí)應(yīng)為自動(dòng)。應(yīng)可模擬顯示生產(chǎn)線工作過(guò)程,準(zhǔn)確及時(shí)顯示并記錄生產(chǎn)線各個(gè)部位發(fā)生的故障,便于運(yùn)行監(jiān)控和檢修。板簧下壓深度調(diào)整由位移傳感器控制,控制精度應(yīng)達(dá)到0.5%。為保證工作流暢,應(yīng)在上料和卸料壓力機(jī)部位加上手動(dòng)控制部分,目的是上料和卸料壓力機(jī)在工作時(shí),如發(fā)生小故障可用手動(dòng)來(lái)加以解決,解決后返回自動(dòng)狀態(tài),不至于影響全線的工作狀態(tài)。
2 生產(chǎn)線的開發(fā)
2.1 技術(shù)關(guān)鍵及解決方案
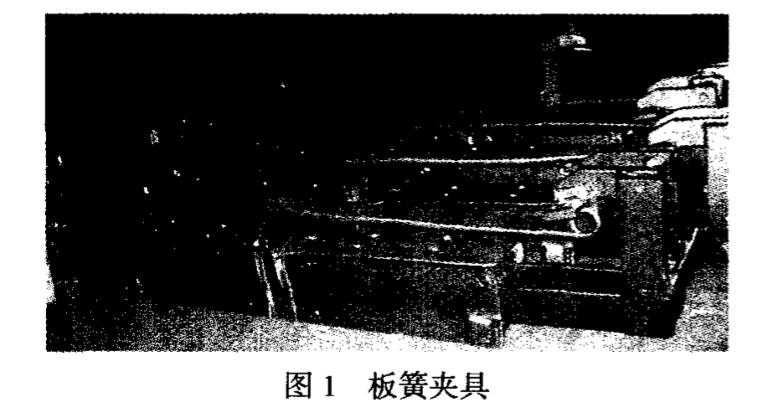
為解決重復(fù)定位精度,加壓機(jī)油缸安裝有位移 傳感器,加壓過(guò)程中,位于板簧兩端耳部的兩油缸活 塞伸縮行程 自動(dòng)精確控制 ,確保重復(fù)定位精度達(dá)到?0.01m m 。專用板簧夾具結(jié)構(gòu)設(shè)計(jì)成可伸縮式,確保滿足 自動(dòng)夾緊、松開的要求 ,并可滿足不同規(guī)格板簧的夾緊要求 (如 圖 1)。
程序軟件開發(fā)采用組態(tài)王等軟件二次開發(fā) ,保證計(jì)算機(jī) 自動(dòng)控制整機(jī)運(yùn)行過(guò)程達(dá)到適用 、可靠 、穩(wěn)?定 、迅 捷 的 要 求 。
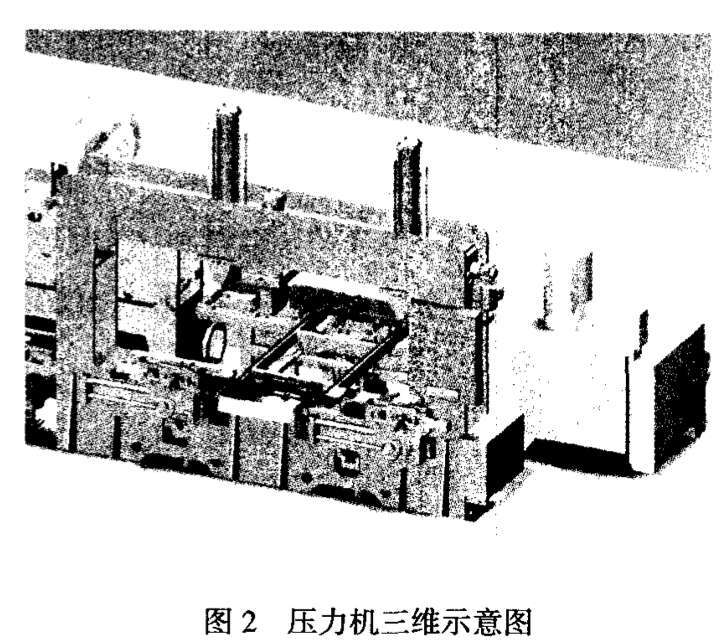
因生產(chǎn)線結(jié)構(gòu)復(fù)雜 、運(yùn)行要求可靠性高 ,所 以設(shè)計(jì)過(guò)程圖中采用了三維設(shè)計(jì)軟件進(jìn)行機(jī)構(gòu)和結(jié)構(gòu)設(shè)計(jì),在設(shè)計(jì)階段進(jìn)行模擬裝配驗(yàn)證,有效地減少了結(jié)構(gòu)干涉和尺寸設(shè)計(jì)錯(cuò)誤 。圖 2為用三維設(shè)計(jì) 軟件設(shè)計(jì)的壓力機(jī)三維裝配圖。
2.2 生產(chǎn)線結(jié)構(gòu)和運(yùn)行
2 .2 .1 主 要 組 成
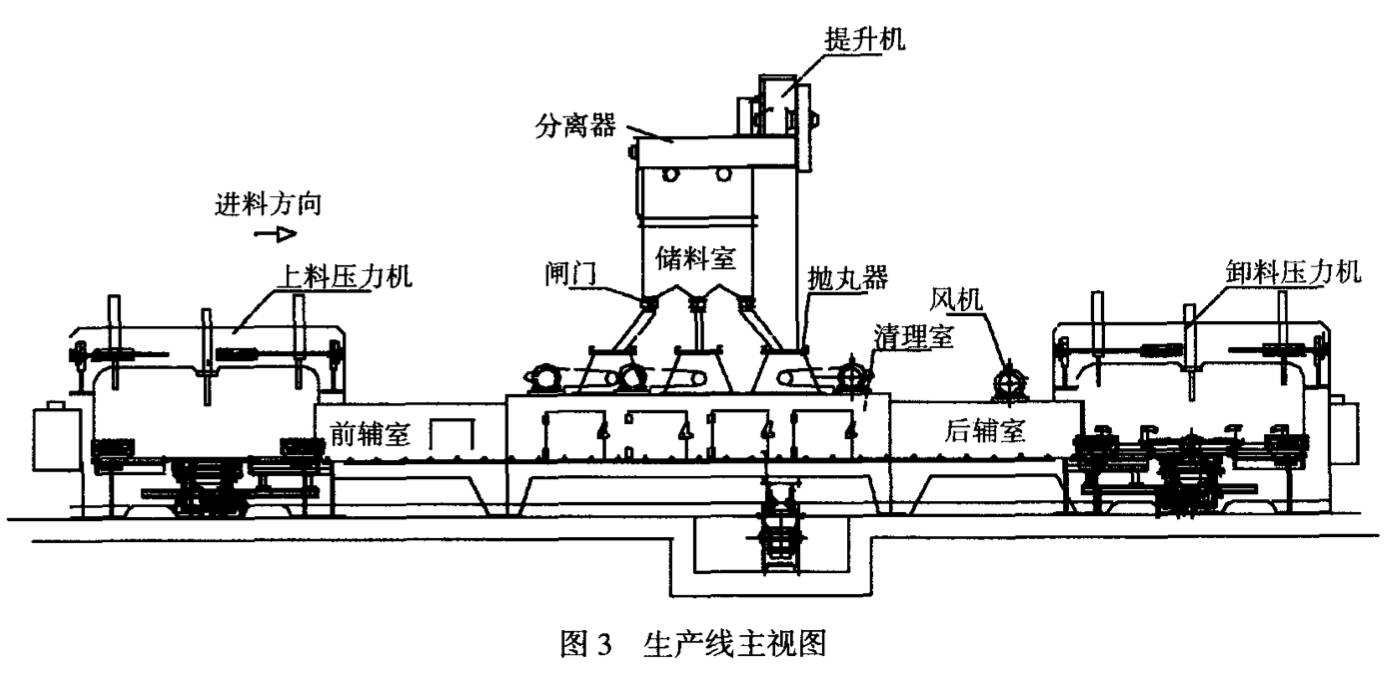
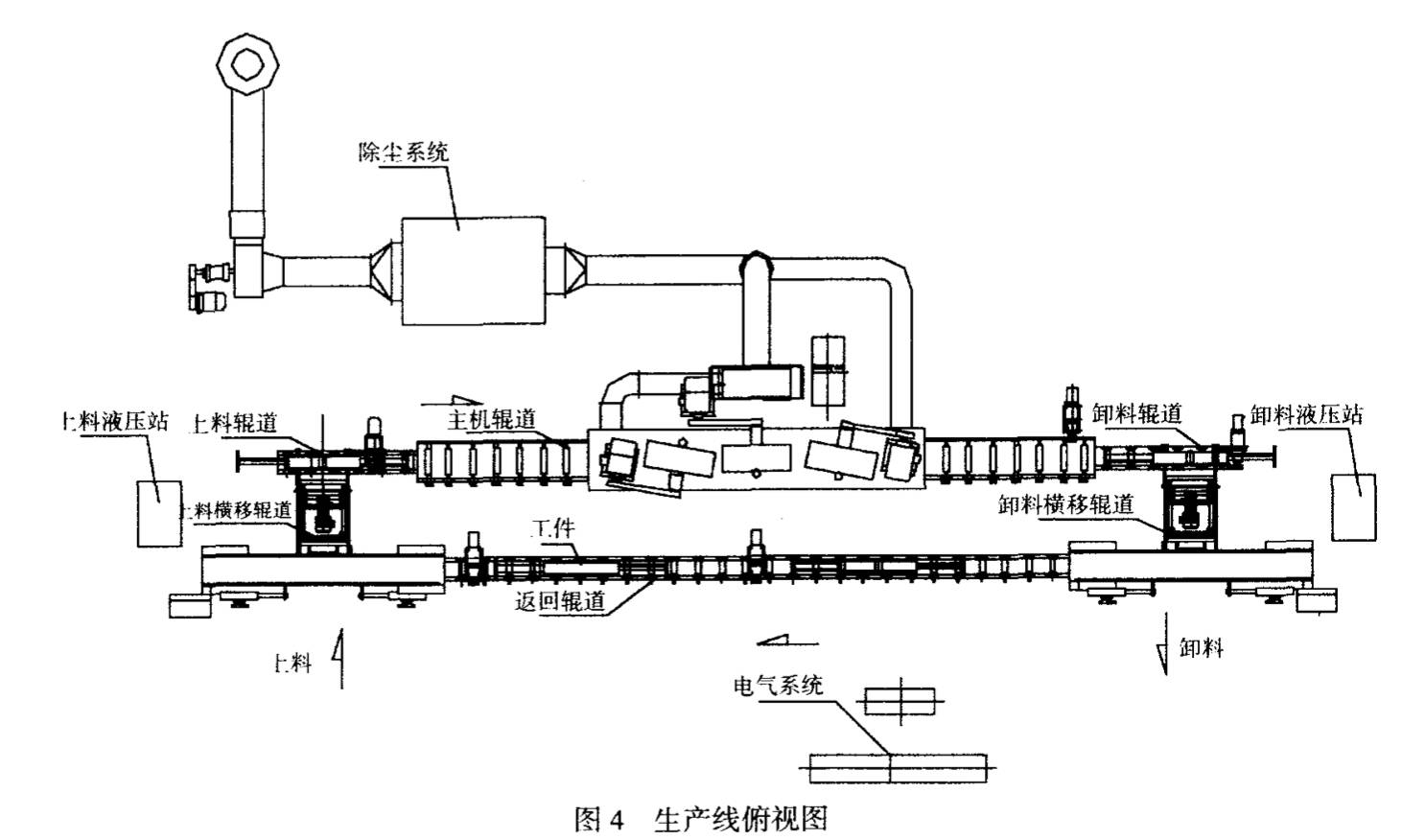
應(yīng)力拋丸強(qiáng)化生產(chǎn)線主要由拋丸室、前后輔室、主 機(jī) 輥 道 、上 料 輥 道 、卸 料 輥 道 、返 回 輥 道 、上 料 壓 機(jī)、卸料壓機(jī)、上卸料輥道、上卸料橫移輥道、拋丸 器 、彈丸循環(huán)系統(tǒng) 、液壓系統(tǒng) 、氣動(dòng)系統(tǒng) 、除塵系統(tǒng) 、 電氣控制系統(tǒng)等幾部分組成(見圖 3及圖 4)。
2.2.2 生產(chǎn)線運(yùn)行概述
2.2.2.1 主機(jī)(拋丸強(qiáng)化 )部分 主機(jī)部分控
制 著 分 離 器 、提 升 機(jī) 、左 右 螺 旋 輸 送?器 、拋 丸 器 、閘 門 、?上 料 輥 道 、卸 料 輥?道 、 主 機(jī) 輥 道 、返回 輥 道 等 部 分 。操 作 臺(tái) 安 裝 有 MP1 人 機(jī) 界 面 ,將 工 況 選 擇旋鈕旋 至手 動(dòng) 位 置 ,設(shè) 備 處 于 手 動(dòng)位置 。此時(shí)主 機(jī) 為 調(diào) 整 狀 態(tài) ,控制部分由人機(jī)界面擔(dān)當(dāng),可以減少按鈕數(shù)量。
打開人機(jī)界面翻至控制界面,按動(dòng)相應(yīng)按鈕 ,啟 動(dòng)主機(jī)相應(yīng)部位。顯示主機(jī)相應(yīng)部位的運(yùn)行狀況。
人機(jī)界面在控制系統(tǒng) 中主要有三個(gè)方面功能 : 1人機(jī)界面在主機(jī)手動(dòng)工作時(shí)可以進(jìn)行主機(jī)各個(gè)系 統(tǒng)的手動(dòng)操作 ,如提升機(jī) 、分離器、螺旋輸送器 、拋丸 器 、閘門、主機(jī)輥道 、上卸料輥道 、返 回輥道 ;2人機(jī) 界面可以直觀地反映設(shè)備的各個(gè)部位所發(fā)生的故 障,并顯示故障的部位名稱,可以在不同的界面用走 馬燈字幕顯示;3人機(jī)界面可以在生產(chǎn)線流程圖中顯示工件到達(dá)的具體位置,以便更好地反映設(shè)備的運(yùn)行狀況。
當(dāng) 設(shè) 備 手 動(dòng) 控 制 部 分 全 部 啟 動(dòng) 后 , 將 工 況 選 擇旋鈕旋至自動(dòng)位置,按動(dòng)自動(dòng)按鈕,主機(jī)可順序啟動(dòng) 。
2.2.2.2 上料壓力機(jī)部分
上料壓力機(jī)系統(tǒng)安裝有按鈕控制盒 ,分手動(dòng)和 自動(dòng)兩種工作狀態(tài)。上料壓力機(jī)所要控制的動(dòng)作 比 較多 ,包括壓力機(jī)上的安全 門升降 、主軸升降、兩側(cè) 軸升降、壓力機(jī)內(nèi)輥道升降和運(yùn)行 、上料輥道升降和運(yùn)行、工件裝卸。尤其是工件裝卸比較復(fù)雜,工件動(dòng) 作沿 四方形路線做 前進(jìn)一橫移一后退一后退 (起 點(diǎn) )。由于很多信 號(hào) 是 起 點(diǎn) 終 點(diǎn) 重 復(fù) 使 用 ,信 號(hào) 干 擾 問題 十分突 出。在程 序設(shè)計(jì) 時(shí)進(jìn)行 了特殊處理 ,克 服信號(hào)干擾,?手動(dòng)只是在調(diào)整及設(shè)備故障時(shí)應(yīng)急使用,不能作為正常工作時(shí)使用。如果使用手動(dòng)功能會(huì)嚴(yán)重影 響工件清理效率。
壓力機(jī)兩側(cè)軸運(yùn)行距離由位移傳感器調(diào)整。調(diào) 整時(shí)將設(shè)置按到所需調(diào)整的傳感器上,旋動(dòng)調(diào)整旋 鈕,將左右軸調(diào)至所需位置,鎖定旋鈕 即可。調(diào)整精?度 可 達(dá) 到 0 .5 % 。
2.2.2.3 生產(chǎn)線全自動(dòng)運(yùn)行
?自動(dòng)操作時(shí)關(guān)鍵是六個(gè)T位信號(hào)的準(zhǔn)確返回,尤以上料壓力機(jī)工位、卸料輥道工位、卸料壓力機(jī)工?位最為重要。 上料壓力機(jī)工位到位后上料壓力機(jī)可以工作 ,并使卸料壓力機(jī)內(nèi)輥道不能升起 ,卸完料的 工裝不能送 。卸料輥道工位到位后卸料安全門降?下 ,卸 料 輥 道 停 止工作 ,卸 料 橫 移 升 起 ,將 工 件 送 至?卸料壓力機(jī)T_位。卸料壓力機(jī)工位到位后卸料壓力?機(jī)工作將一廠件卸下。工件離開卸料壓力機(jī)工位到達(dá) 卸料工位 ,卸料輥道恢 復(fù)工作 。如果卸 料輥道工 位不 能復(fù)位,此時(shí)主機(jī)輥道運(yùn)行將自動(dòng)停止,以免工件撞?車。待卸料輥 道工位 復(fù)位后 主機(jī)輥道 自動(dòng)運(yùn)行 。
2.2.2.4 自由拋丸設(shè)置
為充分發(fā)揮設(shè)備的使用性能 ,該生產(chǎn)線增加 了 自 由 拋 丸工況 ,工件 不 需 要 上 卸 料 壓 力 機(jī) 的 工 作 ,只需要 件通過(guò)拋 丸機(jī)后 直接完 成工件 強(qiáng)化過(guò) 程
2.2.2.5 系統(tǒng)運(yùn)行安全設(shè)置
該系統(tǒng)上、卸料壓力機(jī)必須有工件在且安全門關(guān) 到位后才 能工作 。上料壓 力機(jī)有工件 時(shí) ,卸料 壓力 機(jī)不能將工裝送出。卸料輥道工位有工件 ,卸料壓力 機(jī)也有工件時(shí) ,卸料安全門不能下降 ,待卸料壓力機(jī) 工件送出至卸料工位 ,卸料壓力機(jī) 內(nèi)輥道降到位后, 卸料輥道工位的工件才能送至卸料壓力機(jī)工位。卸 料輥道工位與卸料壓力機(jī)工位、卸料輥道工位與工 件出到位這兩組工位組合中有任意一組同時(shí)有工件 則主機(jī)輥道運(yùn)行停止。
2.2.3 電氣控制系統(tǒng)
設(shè)備主回路采用 3~380V、50Hz供電,控制回路采 用 由 控 制 變 壓 器 輸 出 的 單 相 220V 供 電 。工 件 清 理 過(guò) 程 由 PLC 與 MP1組 成 的 計(jì) 算 機(jī) 系 統(tǒng) 控 制 。 PLC 采 用 了 日本 歐 姆 龍 公 司 的 CQM ]H一51,MP1人 機(jī) 界 面 采用 了臺(tái)灣維倫公司的產(chǎn)品。常規(guī)低壓電氣器件采 用了TCL公司生產(chǎn)的系列產(chǎn)品。
控制系統(tǒng)分為上料系統(tǒng) 、卸料系統(tǒng) 、主機(jī)系統(tǒng)三?大部分。三部分均可手動(dòng)與自動(dòng)控制,并自成系統(tǒng), 互不干涉。這主要是考慮到各個(gè)部分 自動(dòng)失靈時(shí)系 統(tǒng)仍能工作。上料系統(tǒng)與卸料系統(tǒng)各有單獨(dú)控制箱, 主機(jī) 由操作 臺(tái)控制電氣系統(tǒng)主要 由上料壓力機(jī)控制 、卸料壓力機(jī) 控 制 、主 機(jī) 控 制 、液 壓 系 統(tǒng) 控 制 、吹 丸 風(fēng) 機(jī) 控 制 、除 塵 系統(tǒng)控制等部分組成。考慮到盡可能減少 PLC控制 點(diǎn)數(shù),液壓、吹丸風(fēng)機(jī)、除塵系統(tǒng)這三部分采用手動(dòng) 控 制 ,但 是 它 們 啟 動(dòng) 后 各 有 回 傳 信 號(hào) 進(jìn) 入 P L C 。 上 料 壓力機(jī) 、卸料壓力機(jī) 、主機(jī)控制是應(yīng)力拋丸清理機(jī)的主要部分 。
2.3 研制中出現(xiàn)的問題及解決措施
為提高生產(chǎn)率 ,在橫移輥道上各增加 了兩個(gè)工 裝,但是在橫移輥道上同時(shí)有三個(gè)工裝的情況下如 何保證位置成為一個(gè)難點(diǎn)。如果控制不當(dāng)或工裝撞 在一起 ,或工裝不能準(zhǔn)確進(jìn)入下一個(gè)位置 ,就會(huì)使全 線無(wú)法正常工作。經(jīng)過(guò)多次試驗(yàn)后 ,確定由橫移下降信號(hào)隨機(jī)定位 ,橫移輥道上 的工裝 ,無(wú)須定位控制 , 因而解決了這一難題 。
在調(diào)試過(guò)程 中發(fā)現(xiàn) ,壓力機(jī)兩側(cè)軸下壓到位 同 時(shí)停止后偶爾有爬行現(xiàn)象,這樣就會(huì)影響板簧反彎 位置。通過(guò)試驗(yàn),采取兩軸先后運(yùn)行的方法解決了這?一?現(xiàn)象。
卸料橫移輥道上有三個(gè)工裝,它的下降信號(hào)由 卸料壓力機(jī)上的接近開關(guān)控制。在運(yùn)行過(guò)程中,有時(shí) 工裝會(huì)發(fā)生偏移 ,三個(gè)工裝就會(huì)撞在一起 ,無(wú)法正常 工作。后來(lái)在卸料橫移輥道上加裝工裝導(dǎo)向裝置,確 保工裝準(zhǔn)確到位 。
3 結(jié)束語(yǔ)
應(yīng)力拋丸生產(chǎn)線的研制成功 ,為汽車板簧行業(yè)提供了一種先進(jìn)可靠的工藝裝備,也解決了應(yīng)力拋 丸的一些關(guān)鍵技術(shù)問題。由于設(shè)置 了自由拋丸程序 , 不僅適合于應(yīng)力拋丸工藝,也適合于自由拋丸工藝。
該生產(chǎn)線通過(guò)用戶使用驗(yàn)證,工藝效果明顯,運(yùn)行可 靠,值得推廣。
我司專業(yè)生產(chǎn)板簧拋丸強(qiáng)化線,有案列展示,技術(shù)可靠,經(jīng)驗(yàn)豐富,歡迎了解。
]]>1,拋丸處理成本的構(gòu)成
(1)廠房、設(shè)備等固定資產(chǎn)折舊拋丸處理生產(chǎn)需要投入廠房、拋丸清理設(shè)備、起重運(yùn)輸設(shè)備等固定資產(chǎn)。這些固定資產(chǎn)作為企業(yè)的投資,分?jǐn)偟缴a(chǎn)的成本中,一般是按照一定的年限進(jìn)行折舊。
廠房的折舊年限一般是20年,而機(jī)械設(shè)備的折舊是10年。一旦投入建成,即使這些廠房和設(shè)備不使用,從財(cái)務(wù)上來(lái)講其價(jià)值也在逐年減少,故廠房、設(shè)備不生產(chǎn)也必須計(jì)算折舊費(fèi)用。
拋丸處理需要進(jìn)行折舊的還有車間通風(fēng)除塵設(shè)備、搬運(yùn)車輛、吊具等。不同的固定資產(chǎn)折舊年限是不一樣的,可根據(jù)國(guó)家相關(guān)標(biāo)準(zhǔn)確定折舊年限。
計(jì)算出每年的折舊費(fèi)用,再根據(jù)每年的工作天數(shù)或工作小時(shí)數(shù),就可以計(jì)算出平均每天或每小時(shí)的折舊費(fèi)用。
(2)能耗拋丸清理設(shè)備中,拋丸器、丸料提升機(jī)、螺旋輸送機(jī),以及分離、除塵、電動(dòng)門、照月輸送等系統(tǒng)都是電動(dòng)的,設(shè)備一旦使用,就會(huì)有電能消耗。拋丸處理設(shè)備大小不一樣,其設(shè)備消耗的功率也不一樣,小的幾十千瓦,大的則幾百千瓦。因此,不同設(shè)備的運(yùn)行成本就不一樣。
另外、拋丸設(shè)備運(yùn)行及后續(xù)的歐掃會(huì)用到壓縮空氣。壓縮空氣的消耗最終也是折算到空壓機(jī)的耗電功率上。當(dāng)然,一臺(tái)空壓機(jī)或一個(gè)空壓站所生產(chǎn)的壓縮空氣不一定都用于拋丸生產(chǎn)。
(3)輔料消耗拋丸生產(chǎn)的主要輔料是彈丸。
常用的彈丸有鋼絲切丸、鑄鋼丸、合金丸等,不同彈丸價(jià)格不一樣,不同規(guī)格的鋼絲切丸價(jià)格也不一樣。當(dāng)然,不同工件對(duì)彈丸的要求也是不一樣的,因?yàn)椴煌膹椡钂佂璧男Ч灰粯印T趻佂枭a(chǎn)中,彈丸可以通過(guò)丸料提升機(jī)、螺旋輸送機(jī)、分離系統(tǒng)等實(shí)現(xiàn)循環(huán)使用,但會(huì)不斷磨損,最終成為粉末。
彈丸的消耗不僅和設(shè)備有關(guān),還和實(shí)際生產(chǎn)有關(guān),因?yàn)椴煌脑O(shè)備拋丸器數(shù)量不一樣,室體大小不一樣,生產(chǎn)中拋打工件的面積也不一樣。對(duì)一臺(tái)拋丸設(shè)備而言,其所安裝的拋丸器數(shù)量是一定的因此單位時(shí)間所拋射出的彈丸量是一定的。但是,由于拋丸生產(chǎn)工件外形尺寸、結(jié)構(gòu)特征不一樣,拋射出的彈丸消耗量也不一樣。另外,由于一些設(shè)備管理不到位,存在拋丸器彈丸供應(yīng)不足,出現(xiàn)一套拋丸設(shè)備中部分拋丸器她射量比額定量小的情況。當(dāng)然,這種情況的存在,肯定會(huì)出現(xiàn)局部拋丸質(zhì)量問題。拋丸生產(chǎn)中,由于一些工件先進(jìn)行了機(jī)械加工,因此在拋丸時(shí)需要對(duì)螺紋孔、精加工表面、銷孔等進(jìn)行屏蔽保護(hù),防止被打壞。為了屏蔽保護(hù)這些螺紋孔、精加工表面等,需要采用必要的材料或工裝。常用的屏蔽保護(hù)工裝有磁力橡膠板、橡膠塞等,雖然磁力橡膠板、橡膠塞等可以循環(huán)使用,但隨著使用次數(shù)的增加,在彈丸的拋射下會(huì)變薄變短,最終失去作用。同樣的屏藏保護(hù)工裝用于不同的位置壽命是不一樣的,因?yàn)閽佂枋覂?nèi)不同拋射區(qū)彈丸拋射的角度、距離不一樣,拋打的力量不一樣,拋射的彈丸數(shù)量也不一樣,因此磨損不一樣。
(4)人工成本拋丸生產(chǎn)過(guò)程中工件的搬運(yùn)吊裝、吹掃,設(shè)備的操作、彈丸的補(bǔ)加等都是需要人工操作的,只是生產(chǎn)線白動(dòng)化程度不一樣,用人數(shù)量或人工的勞動(dòng)強(qiáng)度不同而已。除了人工工資,人工費(fèi)用還包括各種社保基金、勞保用品等。
(5)設(shè)備維修費(fèi)用拋丸設(shè)備在使用過(guò)程中不可避免地會(huì)出現(xiàn)故障,一些零部件本身就是易損件,因此需要進(jìn)行維修和更換零部件,即產(chǎn)生了設(shè)備維修費(fèi)用。維修費(fèi)用包括兩部分,一部分是人工費(fèi)用,另一部分是維修更換零部件費(fèi)用,以及維修過(guò)程使用到的工具、能耗、輔料等費(fèi)用,比如對(duì)拋丸器的更換,拋丸器本身需要成本,對(duì)于大修過(guò)程的焊接,就會(huì)用到焊機(jī)、焊絲、氣體等設(shè)備或輔料,還會(huì)消耗電能。
2.影響成本的因素
(1)設(shè)備購(gòu)買價(jià)格地丸設(shè)備由于規(guī)格、型號(hào)的不同,生產(chǎn)能力和應(yīng)用范圍不同,價(jià)格也存在巨大的差異,即使規(guī)格型號(hào)相同的地丸處理設(shè)備,由于具體的構(gòu)成,配置等不同,其價(jià)格也不盡相同。
對(duì)于確定的地丸設(shè)備,折舊年限是一定的,每年或每天的折舊費(fèi)用也是一定的,顯然,設(shè)備采購(gòu)的價(jià)格越低,每年的折舊費(fèi)用也越低,反之則越高。
設(shè)備的折舊費(fèi)用越高,分?jǐn)偟缴a(chǎn)產(chǎn)品上的成本也就越高。因此,設(shè)備購(gòu)買價(jià)格是影響拋丸處理或本的主要因素。當(dāng)然,如果設(shè)備價(jià)格很低,該影響就相對(duì)較小,如果設(shè)備價(jià)格很高,該影響就相對(duì)較大。
(2)生產(chǎn)負(fù)荷設(shè)備在折舊期內(nèi)每天的折舊費(fèi)用是相同的,顯然,設(shè)備每天生產(chǎn)產(chǎn)品的數(shù)量越多,其生產(chǎn)產(chǎn)品單件分?jǐn)偟某杀揪驮降?否則越高。因此,要使拋丸產(chǎn)品分?jǐn)偟脑O(shè)備成本最低,就要使設(shè)備滿負(fù)荷地生產(chǎn),使每天的產(chǎn)出最大化。
(3)吊裝工藝拋丸處理的工件進(jìn)入拋丸室的方式有懸掛輸送式,也有地面輸送式。對(duì)于大型結(jié)構(gòu)件的拋丸設(shè)備,由于懸掛輸送武吊具可以沿空中輸送軌道循環(huán),效率大大提高,因此使用較多。每一組空中輸送吊具的設(shè)計(jì)承重是一定的,但是在實(shí)際生產(chǎn)中,工件的尺寸、重量各不相同,不可能每一件重量都與吊具承重相同或相近。
如果每一組吊具每次都只掛一個(gè)工件,肯定會(huì)存在尺寸、重量較小的工件,使得吊具的承載能力存在剩余,而且拋丸過(guò)程存在彈丸“空地”現(xiàn)象,一方面使設(shè)備的拋丸處理能力下降,另一方面是成本的浪費(fèi)。當(dāng)然,如果從工藝上進(jìn)行改善,使每一組吊具每一次吊掛的工件總重量都與設(shè)計(jì)的承重相同或相近,整體外形也正好符合或接近設(shè)計(jì)的拋射范圍,產(chǎn)能就會(huì)大大增加,相應(yīng)的是成本降低。
(4)人工工資不同地區(qū)的經(jīng)濟(jì)發(fā)展程度不一樣,工資水平也不一樣。同一地區(qū)不同企業(yè)的工資水平也不一樣。一個(gè)企業(yè)的工資水平不僅由地域決定,還由企業(yè)本身的薪酬制度決定。對(duì)企業(yè)而言令工工資越多,成本也就越高。
(5)輔料選用輔料價(jià)格不同,其性能也不同,拋丸處理效果不一樣,耐用程度也不一樣,消耗也不同,根據(jù)相關(guān)研究表明,在白口鑄鐵丸、脫聯(lián)退火等鐵丸,鑄鋼丸、鋼絲切丸四種丸料中,價(jià)格最低的是自口鑄鐵丸,綜合效果評(píng)價(jià)最差的也是白口鑄鐵丸,鑄鋼丸雖然價(jià)格最責(zé),但綜合裝果評(píng)介最好,鋼絲切丸的價(jià)格和綜合效果評(píng)價(jià)都居于中間。
(6)拋丸處理工件的材質(zhì)不同材質(zhì)或相同材面的熱處理狀態(tài)不同,其表面硬度是不一樣的,被拋打工件表面硬度不一樣,彈丸的擬耗也就不一樣。表面硬度低的工件,彈丸的磨報(bào)相對(duì)小,壽命相對(duì)較長(zhǎng)。彈丸拋打到硬度較高的工件上,磨揚(yáng)量會(huì)加大,彈丸壽命縮短。彈丸壽命短,意味著彈丸肖耗量大,生產(chǎn)的成本就高,反之成本就低。
3.拋丸處理成本的控制
低成本永遠(yuǎn)是企業(yè)的追求,在銷售價(jià)格一定的情況下,成本越低利潤(rùn)率就越高,成本的降低可以使得銷售價(jià)格具有調(diào)整空間,從而使得產(chǎn)品更具有市場(chǎng)競(jìng)爭(zhēng)力。生產(chǎn)成本是產(chǎn)品成本的重要組成部分,對(duì)產(chǎn)品的總體成本具有很大的影響。拋丸處理作為機(jī)械企業(yè)中常用的生產(chǎn)工序,其成本必然影響到產(chǎn)品的整體成本。另外,拋丸處理設(shè)備投資大能耗高,對(duì)生產(chǎn)成本有明顯的影響。因此,控制或降低拋丸處理工序的成本對(duì)于企業(yè)而言是必要的。
(1)選擇經(jīng)濟(jì)適用的設(shè)備
很多企業(yè)的拋丸處理設(shè)備都是非標(biāo)設(shè)備,根據(jù)企業(yè)生產(chǎn)的具體產(chǎn)品定制,尤其是大型的拋丸設(shè)備,每一個(gè)企業(yè)都不一樣。由于是非標(biāo)設(shè)備,造價(jià)一般較高。設(shè)備一旦好買,折舊成本是不可避免的,因此在采購(gòu)拋丸處理設(shè)備時(shí),應(yīng)合理選型并且在性能滿足的前提下盡可能低價(jià)采購(gòu),具體可從以下兩個(gè)方面做工作。
一是對(duì)設(shè)備合理選型,使所選設(shè)備生產(chǎn)能力與生產(chǎn)產(chǎn)品和規(guī)模吻合,避免產(chǎn)能浪費(fèi)。在設(shè)備選型前,應(yīng)列出需進(jìn)行拋丸處理的工件明細(xì),明細(xì)中應(yīng)包括工件的生產(chǎn)綱領(lǐng)、重量、外形尺寸等信息。根據(jù)工件最大尺寸確定設(shè)備的室體尺寸,根據(jù)工件最大重量確定輸送系統(tǒng)及吊具的承載重量,再根據(jù)生產(chǎn)綱領(lǐng)確定生產(chǎn)節(jié)拍。通過(guò)式的拋丸設(shè)備一般包括前后輔室、拋丸室及吹灰室,室體尺寸越大,設(shè)備消耗的材料越多,價(jià)格就越高。輸送系統(tǒng)及吊具的承載重量越大,對(duì)支架強(qiáng)度增加,需要的起重設(shè)備也越大,這都會(huì)使設(shè)備成本增加。設(shè)備生產(chǎn)能力達(dá)不到生產(chǎn)綱領(lǐng),產(chǎn)能不足,意味著將來(lái)還需要增加設(shè)備或部分工件將外協(xié)生產(chǎn)。但是,設(shè)備生產(chǎn)能力超過(guò)生產(chǎn)綱領(lǐng),則意味著設(shè)備存在著產(chǎn)能浪費(fèi),將來(lái)設(shè)備會(huì)存在部分閑置。當(dāng)然,在考慮設(shè)備的尺寸、承重、綱領(lǐng)時(shí),應(yīng)對(duì)企業(yè)未來(lái)一定時(shí)期內(nèi)的產(chǎn)品有所考慮和兼顧。
二是設(shè)備采購(gòu)?fù)ㄟ^(guò)公開招標(biāo),降低價(jià)格,非標(biāo)設(shè)備一套設(shè)備就需要進(jìn)行一次專門的計(jì)算和設(shè)計(jì),單臺(tái)組織生產(chǎn),因此設(shè)計(jì)和生產(chǎn)成本都較高.因比,設(shè)備生產(chǎn)企業(yè)在設(shè)備報(bào)價(jià)時(shí),對(duì)利潤(rùn)率的要求會(huì)比大規(guī)模生產(chǎn)的標(biāo)準(zhǔn)設(shè)備高出很多,設(shè)備價(jià)格也會(huì)很高。要想降低設(shè)備采購(gòu)價(jià)格,可以選擇多個(gè)設(shè)備生產(chǎn)企業(yè)來(lái)進(jìn)行公開投標(biāo),根據(jù)投標(biāo)設(shè)備的性
能、價(jià)格、服務(wù)等進(jìn)行選擇。由于是非標(biāo)設(shè)備,M置可能千差萬(wàn)別,為了使招標(biāo)價(jià)格具有可比性、招標(biāo)文件中應(yīng)對(duì)各個(gè)技術(shù)參數(shù)進(jìn)行明確,對(duì)設(shè)備構(gòu)成進(jìn)行界定,對(duì)各種配置進(jìn)行限定。
(2)發(fā)揮最大產(chǎn)能
設(shè)備折舊費(fèi)用一定,要使生產(chǎn)產(chǎn)品單件成本降低,就要使單件分?jǐn)偟脑O(shè)備折舊成本降低。要降低分?jǐn)偝杀?唯一的辦法就是讓設(shè)備盡可能多地生產(chǎn),使設(shè)備產(chǎn)能發(fā)揮到最大,設(shè)備的產(chǎn)量實(shí)現(xiàn)最大。
地丸處理設(shè)備具有較大的柔性,同一拋丸設(shè)備通過(guò)吊具的設(shè)計(jì)以及吊掛的組合可實(shí)現(xiàn)不同的產(chǎn)能。因此,根據(jù)企業(yè)生產(chǎn)的工件,在不超過(guò)懸掛輸送承載的前提下,可以通過(guò)吊具的改善來(lái)增加吊掛工件的數(shù)量或通過(guò)不同尺寸、外形工件進(jìn)行組合吊掛,使每一掛工件的數(shù)量或拋丸處理的面積達(dá)到最大化,從而提高效率和產(chǎn)量。當(dāng)然,通過(guò)提高作業(yè)效率,還可減少用工數(shù)量,從而降低人工成本。
(3)彈丸混合使用
為提高地丸效果,降低丸料成本,可以根據(jù)實(shí)際生產(chǎn)情況將不同的彈丸混在一起使用。彈丸的混用包括不同種類的彈丸混合使用和不同規(guī)格的彈丸混合使用,如鋼絲切丸和錢鋼丸混合使用,既能提高拋丸的效果,又能降低丸料的使用成本。
據(jù)研究,拋丸處理時(shí)粗大的彈丸太多時(shí),由于單位體積或重量的彈丸顆粒少,以致工件的表面有地方清理不到,正常的彈丸比例,彈丸會(huì)均勻地分后在工件表面,細(xì)的彈丸比例高,單位體積或重量的彈丸顆粒多,則會(huì)在工件的表面形成一個(gè)“保護(hù)層” ,而且彈丸內(nèi)含有很多粉塵,這部分屬于無(wú)效彈丸,降低了地射效率,要達(dá)到同樣的清理效果,只能降低工件的處理速度。因此,將不同直徑的丸料混用能提高效率并降低成本。
(4)其他方面
除了設(shè)備采購(gòu)、產(chǎn)能發(fā)揮和輔料選用幾個(gè)方面外,一些小的細(xì)節(jié)對(duì)于拋丸處理成本的降低也不容忽視。比如,工件上殘留彈丸的清理也會(huì)影響到生產(chǎn)成本。一些工件存在腔體結(jié)構(gòu),在地丸過(guò)程中,大量彈丸會(huì)殘留在工件腔體中。如果這些彈丸不清理出來(lái),就會(huì)隨工件轉(zhuǎn)走一方面使得彈丸不能循環(huán)使用,另一方面還會(huì)影響到下一工序。再如,通過(guò)合理調(diào)整生產(chǎn)節(jié)拍,使T序間等待時(shí)間減少或消除,設(shè)備有效作業(yè)延長(zhǎng)或最大化,也能夠降低成本的分?jǐn)偂?/p>
4.結(jié)語(yǔ)
用干涂裝前處理的拋丸和用于表面強(qiáng)化或其他用途的拋丸要求是不一樣的,因此拋丸處理的成本會(huì)不一樣。即便是同一用途的拋丸,設(shè)備規(guī)格型號(hào)、吊掛方式、丸料選用不一樣,會(huì)造成生產(chǎn)成本的不同。因此,對(duì)于拋丸處理,要控制好成本,首先要選購(gòu)適合企業(yè)產(chǎn)品與產(chǎn)量的設(shè)備,降低固定成本的分?jǐn)?選擇合適的丸料,降低輔料消耗;通過(guò)組合吊具吊掛,使產(chǎn)能發(fā)揮到最大。
]]>鋼丸和鋼砂合 適的配 比可使鋼 管表 面的獲得 100% 的除銹覆蓋率和滿足涂 層要求的錨紋深度及錨紋形狀 ,諸多學(xué)者認(rèn)為磨料混合 比例達(dá)到不變時(shí),被處理工件表面的錨紋及清潔度將處于穩(wěn)定狀態(tài)。 磨料使用過(guò)程中,彈丸的磨損使其直徑不斷減小 ,但由于不斷在添加彈丸 ,磨料使用一段時(shí)間達(dá)到平衡后,磨料的粒度分 布基本保持不變,磨料的個(gè)數(shù)在增加。鋼丸、鋼砂在使用過(guò)程中,由于磨料不斷的處于破碎,磨圓的過(guò)程中,鋼丸、鋼砂的粒徑逐漸在變小,鋼丸與鋼砂的比例一直處于變化 中。本文探討了鋼丸與鋼砂在使用過(guò)程 中的比例變化情況和獲得 良好的表面處理效果 的合適比例。
一、實(shí)驗(yàn)部分
1.1 磨料性能
磨料由江蘇世紀(jì)銘豐科技提供,鋼丸S460,鋼砂G18,其參數(shù)如表 1。

鋼管由沙市鋼管廠提供,鋼管材質(zhì)X70及X65,鋼管表面銹蝕等級(jí) A 、 B 級(jí) 。鋼管外壁拋丸清理機(jī)為江蘇世紀(jì)銘豐提供 ,型號(hào)HQGW14B,拋丸輪直徑500mm,拋丸輪轉(zhuǎn)速480r/min,拋射速度69-70m/s。
1.2 實(shí)驗(yàn)方法
第一次按4:1的比例將鋼丸、鋼砂加入拋丸機(jī)內(nèi) ,磨料循環(huán)使用 ,每隔一段時(shí)間,從拋丸機(jī)內(nèi)取等質(zhì)量的磨料 ,分離 出圓形鋼丸和棱角鋼砂 ,稱取二者的質(zhì)量 比。每次取樣 時(shí),通過(guò)錨紋測(cè)試儀 ,灰 塵度 比照表和除銹等級(jí)對(duì)照表檢測(cè)鋼管表面的錨紋 深度 ,灰塵度級(jí)別和鋼管表面除銹等級(jí)。
磨料損耗除破碎外 ,主要為外溢流失 ,每 隔一 段時(shí)間 ,按損失情況向拋丸機(jī) 內(nèi)添加新磨料。拋丸清理機(jī)平均清理速度在 8.25平米/min。
二、實(shí)驗(yàn)結(jié)果與討論
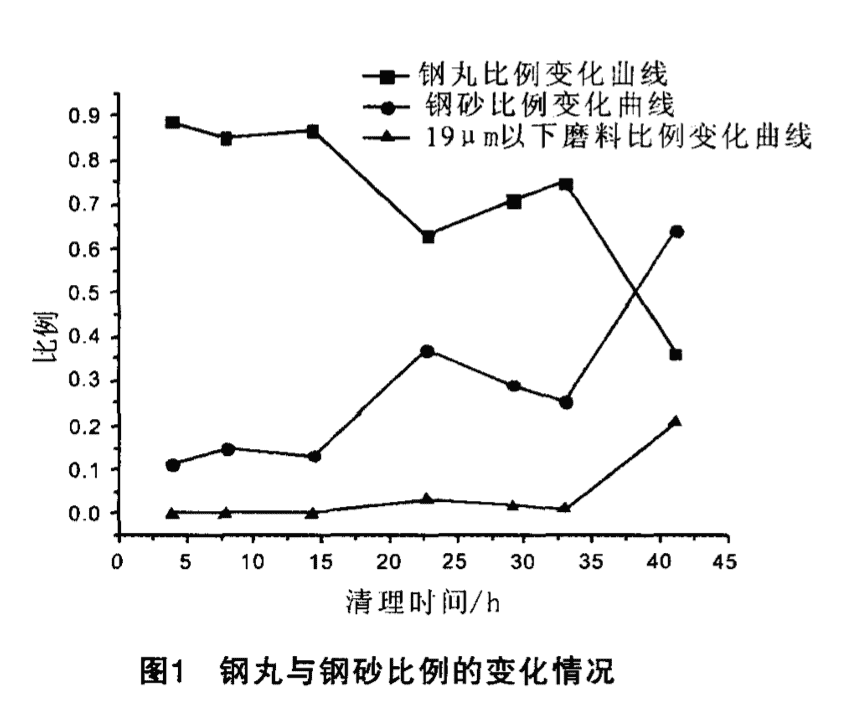
2.1 磨料的比例變化規(guī)律
鋼丸與鋼砂各自在磨料中所占的比例如圖1所示 ,隨著清理時(shí)間的增加 ,鋼丸所 占比例先下降 , 后略有上升 ,最后下降。磨料清理40h后 ,鋼丸的比 例 下 降 至 0.36。 鋼砂所占比例先緩慢上升 , 然后略有下降 , 最后上升 , 磨 料 清 理 40h后 達(dá) 到 了 43% 。 產(chǎn) 生這一變化規(guī)律的主要原 因是 由于磨料在清理鋼管 表面時(shí),受到 了拋丸輪葉片 出口處的壓力 ,被壓裂 或切削;在沖擊鋼管表面時(shí) ,因吸收沖擊能量而破 裂或被鋼管表面銹塵的微切削 ,磨料 的粒徑和形狀 發(fā)生變化 ,鋼丸破裂成鋼砂 ,鋼砂磨去棱角形成鋼 丸 。 磨 料 清 理 23 h后 , 清 理 面 積 達(dá) 到 11385 平米, 才 有 部分磨料粒徑降低至19um,此后粒徑低于19um的 磨料比例呈上升趨勢(shì)。磨料清理40h后 ,粒徑小于 19Ium的僅增長(zhǎng)為20%左右 (見圖1)。
2.2 磨料比例對(duì)鋼管表面拋丸質(zhì)量的影響
鋼管防腐過(guò)程 中,涂層與鋼管表面的緊密結(jié)合 是鋼管有效 防腐蝕 的首要條件之一 ,此時(shí)要求涂層界面與鋼管界面距離盡可能小 ,低于5A;涂層與鋼 管 表面 的接觸 面積則越 大越好 。通過(guò)拋 丸處理 的方 法除去鋼管表面的銹跡和灰塵 ,使鋼管表 面布滿高 低不平 彈痕 ,從而形成有波峰波谷的粗糙表面 ,即 形成錨紋 。鋼管表面除銹等級(jí) 、灰塵度級(jí)別 、錨紋 深度經(jīng)拋丸處理達(dá)到規(guī)定 的要求 ,使鋼管表面與涂 層界面的接觸面積增大 ,充分接觸 ,涂層更容易潤(rùn) 濕鋼管表面閉。當(dāng)鋼管表面處理的平均速度8.25 平米/m in 時(shí) , 隨著磨料中鋼丸 、 鋼砂的比例變化 , 鋼 管表面的清理質(zhì)量明顯變化。
2.3 磨料組成比例對(duì)除銹等級(jí)和錨紋的影響
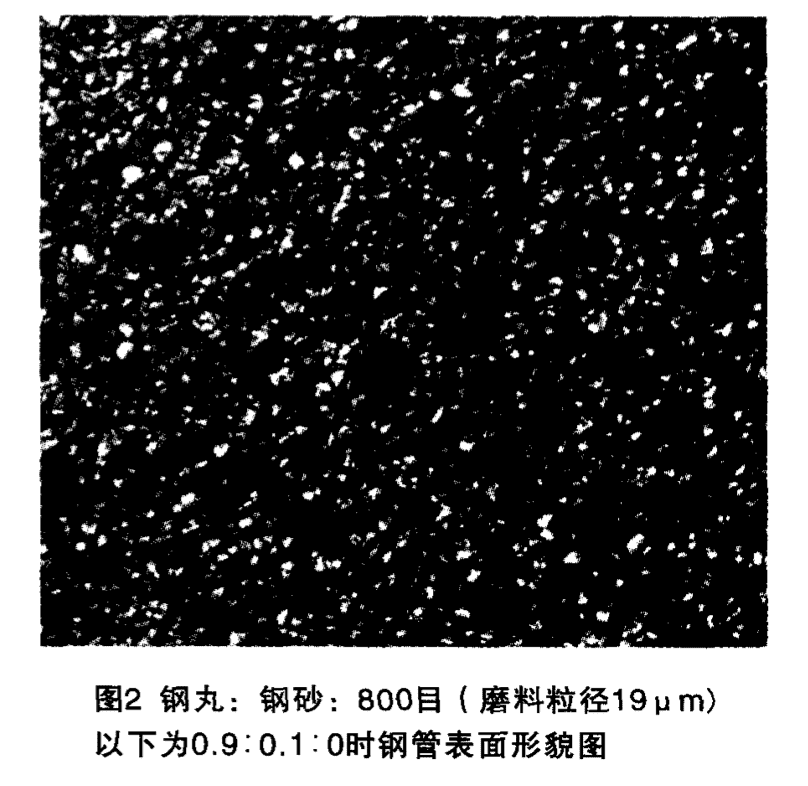
拋丸清理磨料 中的小粒徑磨料 占的比重多 ,鋼 管表面的覆蓋率就高 ,但單粒磨料的沖擊力小 ,小粒徑 的磨料所 占比重少 ,鋼管表 面的覆蓋率就低 , 但單個(gè)磨料的沖擊力就大。當(dāng)降低鋼管表面處理速 度時(shí),也可增加鋼管表面的覆蓋率 。下面幾組照片 圖2到圖6說(shuō) 明了磨料 比例變化時(shí)的鋼管表面形貌的 變 化 。 圖 2 為 磨 料 中 鋼 丸 占 0 .9 , 鋼 砂 占 0 .1 時(shí) , 鋼 管 表面清理后 的形貌圖 ,可以看到非常明顯的圓形彈 痕 , 鋼 管 表 面 覆 蓋 率 沒 有 達(dá) 到 10 0% , 部 分 銹 跡 未 清 除 。 參 照 國(guó) 際 標(biāo) 準(zhǔn) IS08501—1鋼 材 表 面 清 潔 度 標(biāo) 準(zhǔn) , 除 銹 等 級(jí) 僅 可 歸 為 Sal級(jí) 。 圖 中 也 可 以 觀 察 到 彈 痕 形 狀 呈 波 浪 形 , 此 時(shí) 平 均 錨 紋 深 度 112 in, 錨 紋 深 度 分 布 范 圍 在 70~ 134pm之 間 。 當(dāng) 與 涂 層 結(jié) 合 時(shí),這種錨紋形貌就難以起到 “咬合”涂料的機(jī)械 作用。
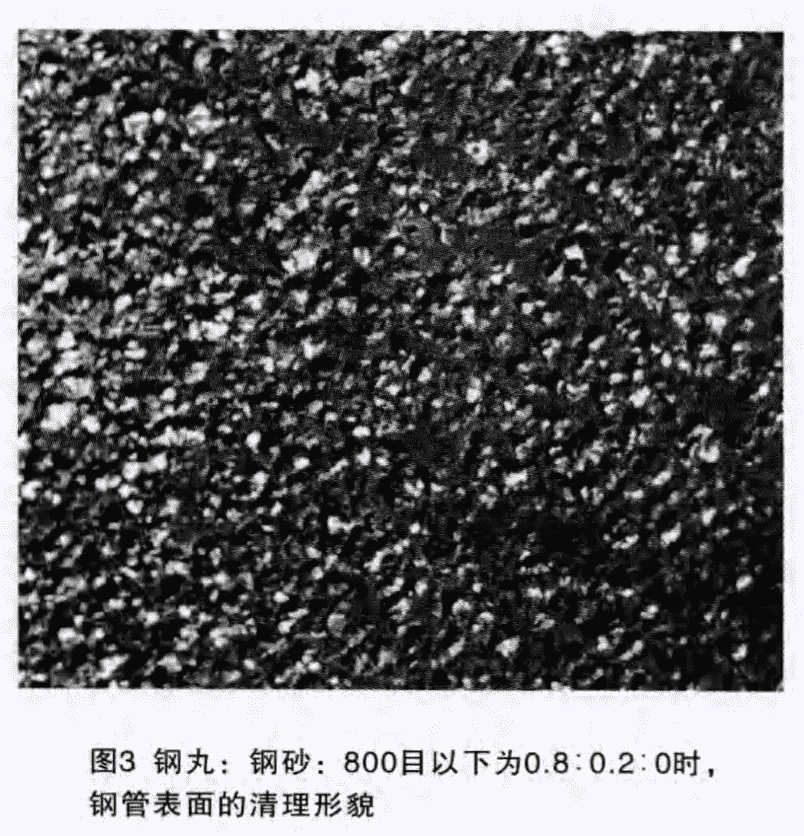
當(dāng)鋼丸所占比例為0.8,鋼砂所占比例增加至0.2時(shí),鋼管表面清理后的形貌如圖3所示。彈痕仍然很明顯,鋼管表面的覆蓋率仍沒有達(dá)到100%,但是大部分氧化皮,銹跡被全部清除,整體顏色呈現(xiàn)暗灰色。此時(shí)除銹等級(jí)達(dá)到5a2級(jí)。彈痕形貌仍然呈波浪形,錨紋深度將較大,平均為119um,分布范圍在44-1224um之間。此時(shí)鋼管表面處理效果仍不能達(dá)到與涂層緊密結(jié)合的要求。
當(dāng)鋼丸所占比例降低至0.4,鋼砂比例增加至0.4,粒徑小于194m的磨料增加至20%左右時(shí),鋼管表面清理后形貌如圖4所示。圖中沒有圓形彈痕,鋼管表面覆蓋率達(dá)到了100%,但是表面仍然存在小面積的微銹塵覆蓋區(qū)域,雖然呈灰色,但是沒有完全露出金屬的本色。此時(shí)除銹等級(jí)S2.5級(jí),平均錨紋深度為90 um,分布范圍在42~98um之間。
圖5顯示了鋼丸比例下降至0.1時(shí),鋼管表面清理后的形貌,鋼管露出了金屬本色,除銹等級(jí)達(dá)到了Sa2.5級(jí),即近白色金屬等級(jí),此時(shí)的錨紋深度分布在55- 110um之間。小粒徑磨料的增加使錨紋深度略有增加。從圖2至圖5的組圖可以看出,隨比例的變化,表面凹坑直徑減小,覆蓋率逐漸增加,除銹等級(jí)逐漸提高,錨紋深度趨向穩(wěn)定。

圖6為鋼管整體形貌,磨料中粒徑低于19um的比例 占60%左右 ,鋼管表面除銹等級(jí)顯著提高達(dá)到近 白 色金屬級(jí) 。鋼丸、鋼砂在使用一段時(shí)間后 的最佳 比例為0.1:0.3,粒徑小于l9 um磨料比例達(dá)60%。
2.4 磨料組成對(duì)錨紋深度的影響
鋼管經(jīng)磨料清理后 ,表面會(huì)出現(xiàn)細(xì)微 的波峰和波谷 ,涂料會(huì)深入到波谷的底部 ,而波峰會(huì)咬住涂 層 ,形成錨或者機(jī)械齒 ,這就是涂層與鋼管表面錨 紋的機(jī)械作用。錨紋一方面是指錨紋的深度 ,一方面是指錨紋的輪廓形狀 ,有尖角形和弧形等 。鋼管表面處理中,對(duì)錨紋的輪廓形狀并不重視 ,但對(duì)錨 紋深度卻有要求III。呈尖角形的錨紋可與涂層間形成機(jī)械作用力 ,但是太尖銳的錨紋卻是點(diǎn)蝕的誘因。
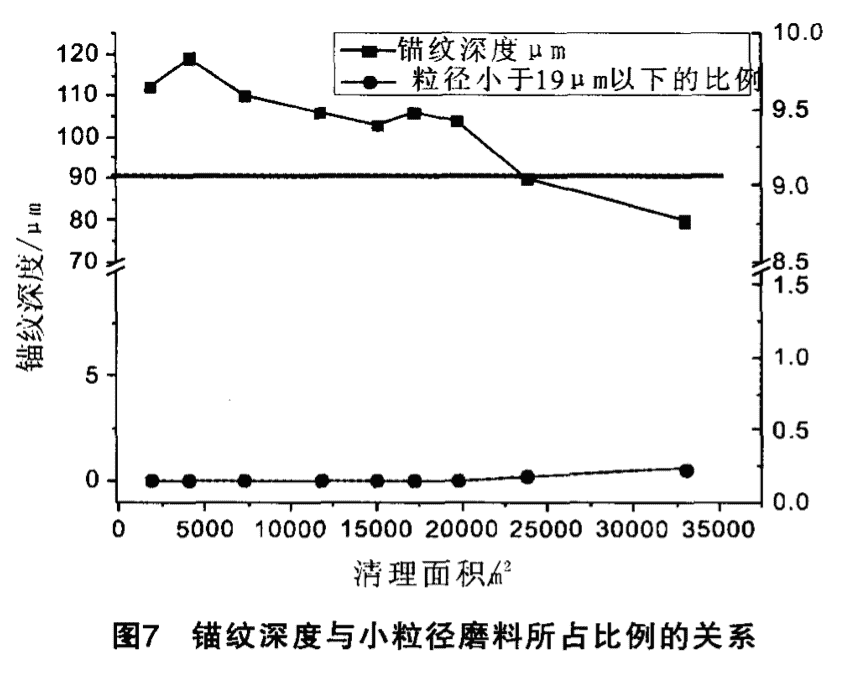
這也是選用混合磨料處理鋼管表面的原因。大 、小 粒徑和不同形狀磨料的混合使用 ,使鋼管表面的錨紋深度與形貌均能達(dá)到涂層 的要求 。依據(jù)本文前面 磨料 比例 與鋼管形貌 的分析 ,可 以看到粒徑小 于 19 m以下的磨料的增加使得錨紋深度逐漸下降 (如 圖 7所 示 ) , 但 比 例 增 加 至 60% 時(shí) , 錨 紋 深 度 卻 略有提高。圖7中,錨紋深度下降至90 m左右,需要粒徑小于19 m的磨料的比例增加至20%以上。
3 .結(jié)論
除銹等級(jí) 、錨紋深度、灰塵度級(jí)別在比例鋼丸 0 .1 ,鋼砂 0 .3 , 800 目以下 0 .6 時(shí)達(dá)到最佳狀態(tài) , 此時(shí)即使拋丸清理速度高達(dá) 8.25m 2/m in時(shí) ,鋼管清理質(zhì)量 保持良好 。小粒徑磨料對(duì)鋼管表面處理質(zhì)量的影響較大。如何 添加鋼丸。鋼砂保持這一 比例不再變化 ,需要進(jìn)一步的試驗(yàn)。
]]>
拋丸(噴丸)強(qiáng)化:
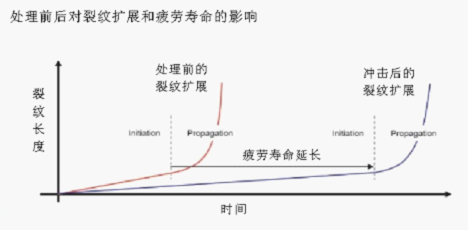
金屬零件在使用過(guò)程中,會(huì)發(fā)生金屬疲勞斷裂的現(xiàn)象,尤其在承載循環(huán)載荷(交變載荷)的情況下,金屬極易產(chǎn)生這種由于金屬疲勞而導(dǎo)致的拉應(yīng)力,拉應(yīng)力會(huì)導(dǎo)致金屬產(chǎn)生裂紋,裂紋在金屬繼續(xù)使用(承載交變載荷)過(guò)程中,不斷延展、擴(kuò)大,達(dá)到一定程度會(huì)導(dǎo)致金屬斷裂;
為了解決金屬疲勞斷裂的問題,延長(zhǎng)金屬壽命,我們需要在金屬表面產(chǎn)生壓應(yīng)力覆蓋成層、表面冷作硬化層,其可以有效抑制金屬疲勞的發(fā)生,紡織金屬裂紋擴(kuò)散,有效延長(zhǎng)產(chǎn)品的使用壽命,這就需要我們引入拋丸強(qiáng)化、噴丸強(qiáng)化工藝;
拋丸和噴丸工藝,即是通過(guò)拋丸器或者強(qiáng)力壓縮空氣,將噴拋丸介質(zhì)(常見鋼丸、不銹鋼丸、霧化不銹鋼丸等),高速拋射到金屬零件表面,強(qiáng)大的沖擊威力,使介質(zhì)可以在金屬表面壓出一個(gè)個(gè)凹坑,凹坑的深度取決于拋丸、噴丸的強(qiáng)度,由于大量大介質(zhì)全面覆蓋金屬表面,使其表面壓出均勻覆蓋的一層凹坑(或者稱為皮膚),壓出的凹坑,會(huì)在金屬表面引入大量殘余壓應(yīng)力,形成冷作硬化層,而壓應(yīng)力能有效抵消金屬表面疲勞產(chǎn)生的拉應(yīng)力,而且冷作硬化的金屬表面抗交變載荷能力強(qiáng),當(dāng)金屬表面產(chǎn)生疲勞拉應(yīng)力時(shí),拋丸、噴丸處理后的壓應(yīng)力會(huì)抵消拉應(yīng)力,使其不會(huì)累積,最終導(dǎo)致發(fā)生裂紋而斷裂,在單元位置引入的表面壓應(yīng)力存量完全消耗掉前,這個(gè)位置不會(huì)發(fā)生裂紋和斷裂,這樣就可以,抵充相當(dāng)一部分的金屬疲勞拉應(yīng)力,延緩金屬發(fā)生裂紋和斷裂的時(shí)間,達(dá)到增強(qiáng)金屬使用壽命的目的。
彈簧失效機(jī)理:
目前常用的彈簧有壓縮彈簧、懸架彈簧、板簧等,它們?cè)趯?shí)際使用過(guò)程中,都存在不斷承載循環(huán)應(yīng)力交變的情況,根據(jù)金屬疲勞斷裂原理,我們知道,這種情況下,彈簧所使用的金屬是一定要發(fā)生疲勞斷裂的,同時(shí)我們可以發(fā)現(xiàn),引入殘余壓應(yīng)力,對(duì)于LSFM/TSFM模式的疲勞斷裂抗力是沒有任何影響的,但引入噴丸強(qiáng)化作業(yè),確實(shí)對(duì)此兩種斷裂形成了抗力,這就是“彈簧的組織結(jié)構(gòu)強(qiáng)化機(jī)制”,發(fā)揮了作用,但斷裂的機(jī)理和方式,我們可以按彈簧種類來(lái)分別判斷:
1.板簧(鋼板彈簧)
板簧其實(shí)是一塊具有彈性韌度的鋼板,其主載荷為固定座和托載間的垂直載荷,盡管也有其他方位的載荷,比如慣性載荷,但由于其他載荷交變循環(huán)次數(shù)遠(yuǎn)小于垂直,而且板簧在這些載荷方向上的厚度足夠,所以使用壽命內(nèi),發(fā)生疲勞斷裂的可能性小,但也需要考慮,板簧主要是變循環(huán)載荷下表面不斷產(chǎn)生拉應(yīng)力累積,導(dǎo)致裂紋,左后變形和斷裂;
2.圓簧(壓縮彈簧、懸架彈簧)
這類彈簧使用圓柱鋼螺旋成中空?qǐng)A柱體形,由于其旋轉(zhuǎn)成型時(shí)是按一定角度來(lái)成型的,在使用過(guò)程中,彈簧在沿著固定底座和其托載的物體這兩點(diǎn)形成的直線方向,不斷承受著載荷忽大忽小的連續(xù)循環(huán)變化,也就是我們所說(shuō)的循環(huán)交變載荷,但不同于板簧,載荷傳遞到圓簧所使用的圓柱鋼上時(shí),由于圓柱鋼旋轉(zhuǎn)方向和載荷方向不可能是90度角,也不可能是180度角,那么載荷給彈簧鋼帶來(lái)就不會(huì)是單獨(dú)的切向應(yīng)力,也不是單獨(dú)的拉應(yīng)力,載荷會(huì)被分解為一部分切應(yīng)力、一部分拉應(yīng)力,也就是說(shuō),彈簧圓鋼,承載兩個(gè)方向的交變載荷,就會(huì)發(fā)生兩個(gè)方向的疲勞斷裂;
除了金屬拉應(yīng)力導(dǎo)致的金屬疲勞斷裂外,我們發(fā)現(xiàn)LSFM/TSFM模式的疲勞斷裂跟表面應(yīng)力變化無(wú)關(guān),這種斷裂失效屬于組織結(jié)構(gòu)上的失效。
彈簧拋丸強(qiáng)化、噴丸強(qiáng)化:
我們已經(jīng)知道板簧、壓縮彈簧、懸架彈簧的失效機(jī)理,其實(shí)都是彈簧金屬在各個(gè)方位承載的交變、循環(huán)載荷,導(dǎo)致彈簧在不同方向發(fā)生的應(yīng)力拉伸進(jìn)而疲勞斷裂,而對(duì)彈簧拋丸強(qiáng)化、噴丸強(qiáng)化,引入表面殘余壓應(yīng)力足以應(yīng)對(duì)部主要的疲勞拉應(yīng)力,抵消彈簧在交變載荷中產(chǎn)生的拉引力,延長(zhǎng)彈簧壽命,增加經(jīng)濟(jì)效益;
同時(shí)對(duì)于LSFM/TSFM模式的疲勞斷裂,彈簧拋丸強(qiáng)化、和彈簧噴丸強(qiáng)化中產(chǎn)生的“彈簧組織結(jié)構(gòu)”強(qiáng)化機(jī)理,能有效預(yù)防,延緩此類疲勞發(fā)生;
綜上所述,彈簧拋丸強(qiáng)化、彈簧噴丸強(qiáng)化,其強(qiáng)化機(jī)理為兩方面,其一,引入表面殘余壓應(yīng)力;其二,組織結(jié)構(gòu)強(qiáng)化。
彈簧拋丸強(qiáng)化、噴丸強(qiáng)化設(shè)備:
確認(rèn)了彈簧拋丸強(qiáng)化,彈簧噴丸強(qiáng)化在抑制彈簧疲勞、延長(zhǎng)彈簧壽命的有效性,我們就需要進(jìn)一步為彈簧的拋丸強(qiáng)化、噴丸強(qiáng)化,準(zhǔn)備拋丸、噴丸設(shè)備,我們接下來(lái)將介紹幾款用于彈簧表面強(qiáng)化的彈簧強(qiáng)化機(jī):履帶式拋丸機(jī)、連續(xù)彈簧強(qiáng)化機(jī)、滾筒拋丸機(jī)。
彈簧拋丸強(qiáng)化、彈簧噴丸強(qiáng)化介質(zhì):
有了彈簧強(qiáng)化機(jī),就必須采購(gòu)拋丸、噴丸用的介質(zhì),作為動(dòng)能傳遞媒介(或者壓應(yīng)力媒介),拋丸、噴丸的介質(zhì)選擇,需要參考彈簧的尺寸和應(yīng)用環(huán)境下必須達(dá)到的強(qiáng)化強(qiáng)度,如果彈簧尺寸小,為了達(dá)到有效的覆蓋率,也不傷害到彈簧,我們必須選擇規(guī)格小的拋丸介質(zhì),如板簧,噴丸介質(zhì)尺寸可適當(dāng)放大,以達(dá)到較高的噴丸強(qiáng)度;
噴丸、拋丸介質(zhì)的材質(zhì)我們一般選擇鋼丸(鋼丸質(zhì)量大,價(jià)格便宜),不銹鋼丸(如不銹鋼彈簧、拋丸強(qiáng)度要求高的彈簧),霧化不銹鋼丸(可用于小型彈簧,噴丸強(qiáng)度要求相對(duì)不強(qiáng)的彈簧);
我們可依據(jù)以上要求選擇噴丸、拋丸介質(zhì)。
彈簧強(qiáng)化代工和設(shè)備、工藝提供:
我們聯(lián)合上海交通大學(xué)殘余應(yīng)力分析和噴丸強(qiáng)化實(shí)驗(yàn)室,中航工業(yè)集團(tuán)航空材料研究研究院,不斷試驗(yàn)和探討彈簧失效機(jī)理,研發(fā)噴丸強(qiáng)化,拋丸強(qiáng)化在彈簧強(qiáng)化方面的應(yīng)用機(jī)制和工藝,為廣大客戶提供金屬?gòu)?qiáng)化前沿技術(shù),在技術(shù)和經(jīng)濟(jì)兼顧的情況下,為客戶提供合適的彈簧拋丸強(qiáng)化、噴丸強(qiáng)化代工服務(wù),為客戶提供性價(jià)優(yōu)勢(shì)明顯的彈簧噴丸設(shè)備、彈簧拋丸強(qiáng)化設(shè)備,并推薦實(shí)際檢驗(yàn)、優(yōu)化過(guò)的成熟彈簧噴丸強(qiáng)化、彈簧拋丸強(qiáng)化工藝技術(shù)。
專業(yè)、執(zhí)著、誠(chéng)信、周到,您的微笑就是我們的追求,歡迎垂詢!
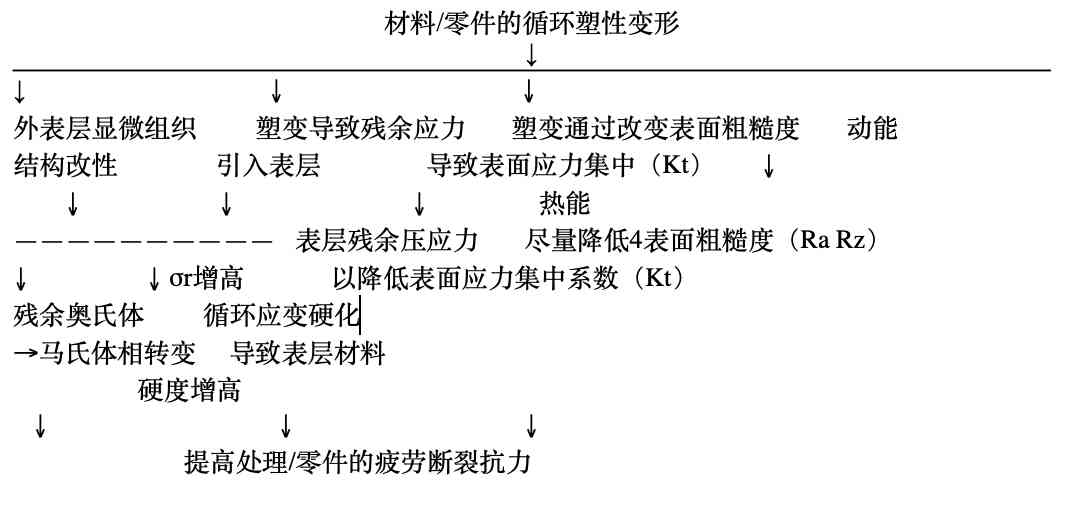
噴丸強(qiáng)化是通過(guò)高速運(yùn)動(dòng)的彈丸,沖擊金屬部件表面,當(dāng)沖擊力大于金屬屈服應(yīng)力時(shí),金屬表面發(fā)生凹坑狀塑性形變,由于凹陷部位金屬具有塑性,有抗拒變形,恢復(fù)原狀的應(yīng)力,而金屬表面變形后金屬表面層結(jié)構(gòu)內(nèi)發(fā)生組織擠壓,使壓應(yīng)力增加,這樣實(shí)現(xiàn)噴丸強(qiáng)化。
工件殘余應(yīng)力分析:
一般工件經(jīng)由鑄造、鍛壓、擠壓、沖裁等一系類制造和機(jī)加工處理后,會(huì)在金屬工件的表面殘留有拉應(yīng)力,而拉應(yīng)力在金屬部件日后的使用中,會(huì)猶豫交變載荷的作用,不斷累積,當(dāng)拉應(yīng)力達(dá)到金屬結(jié)構(gòu)能夠承受的極限,就會(huì)發(fā)生應(yīng)力疲勞斷裂;
拉應(yīng)力主要來(lái)自于部件加工后的殘留,和使用中發(fā)生的累積,而且多數(shù)拉應(yīng)力疲勞導(dǎo)致的裂紋和裂紋延展,多發(fā)生于金屬表面,為了預(yù)防金屬的殘余拉應(yīng)力疲勞斷裂,我們需要對(duì)金屬表面作強(qiáng)化處理,其中效果比較好,而且成本低,效率高的主要是噴丸和拋丸強(qiáng)化。
噴丸強(qiáng)化引入殘余壓應(yīng)力:
為了消除金屬工件表面殘余拉應(yīng)力,同時(shí)抵消金屬工件日后不斷累積的拉應(yīng)力,我們可以通過(guò)噴丸強(qiáng)化、或者拋丸強(qiáng)化,在金屬表面引入殘余壓應(yīng)力,在噴丸強(qiáng)化初始,彈丸沖擊金屬表面引入的殘余壓應(yīng)力,會(huì)和金屬表面原有殘余拉應(yīng)力中和,隨著噴丸錢花作業(yè)的繼續(xù),壓應(yīng)力的不斷引入,金屬殘余拉應(yīng)力被中和消失,殘余壓應(yīng)力不斷累積,最終,在金屬工件表面形成大量均勻覆蓋的殘余壓應(yīng)力層。
工件金屬表面殘余拉應(yīng)力去除:
噴丸強(qiáng)化后,金屬表面的殘余的拉應(yīng)力層已經(jīng)被去除,金屬表面累積有大量殘余壓應(yīng)力,當(dāng)工件安裝使用后,由于承載了交變載荷,金屬內(nèi)部和表面不斷產(chǎn)生了新的拉應(yīng)力,并累積,但是當(dāng)產(chǎn)生的新的金屬工件殘余拉應(yīng)力傳遞到金屬表面壓應(yīng)力層時(shí),會(huì)發(fā)生應(yīng)力中和抵消,即消耗部分殘余壓應(yīng)力,去除殘余拉應(yīng)力,使得拉應(yīng)力無(wú)法累積,這樣就有效預(yù)防了金屬部件因?yàn)槔瓚?yīng)力疲勞斷裂;
當(dāng)金屬部件表面噴丸強(qiáng)化引入的殘余壓應(yīng)力存量消耗殆盡,那么金屬部件的在使用中產(chǎn)生的拉應(yīng)力會(huì)繼續(xù)累積,如不采取有效措施,最終仍會(huì)導(dǎo)致金屬發(fā)生拉應(yīng)力疲勞斷裂,所以噴丸和拋丸強(qiáng)化只能通過(guò)引入一定存量的壓應(yīng)力來(lái)抵消和抑制拉應(yīng)力,而無(wú)法消除應(yīng)力來(lái)源;
由于無(wú)法消除拉應(yīng)力來(lái)源,所以要想長(zhǎng)久,不斷去除金屬表面的拉應(yīng)力,保持足夠殘余壓應(yīng)力,我們就需要對(duì)工件二次噴丸強(qiáng)化,或者拋丸強(qiáng)化,將噴丸強(qiáng)化和拋丸強(qiáng)化,保持金屬表面殘余應(yīng)力的平衡作為長(zhǎng)效機(jī)制。
噴丸強(qiáng)化和拋丸強(qiáng)化設(shè)備:
1.噴丸機(jī),噴丸強(qiáng)化采用的是壓縮空氣作為動(dòng)力來(lái)源,其彈丸噴射方向好調(diào)節(jié),基本可以做到垂直于金屬部件表面,能很好的壓出凹坑,引入殘余壓應(yīng)力,所以理論上噴丸機(jī)、數(shù)控噴丸機(jī)、噴丸機(jī)器人等一系類噴丸設(shè)備是比較理想的去處殘余拉應(yīng)力的處理工具;
但是由于壓縮空氣作為動(dòng)力,其能量轉(zhuǎn)化率低,壓縮空氣消耗量大,動(dòng)力也難以達(dá)到很大(壓縮空氣難以讓大彈丸具有足夠大速度),所以,對(duì)于表面硬度大的金屬部件,噴丸機(jī),難以達(dá)到強(qiáng)化效果,同時(shí)相對(duì)于大量連續(xù)處理的工件,噴丸的能量轉(zhuǎn)化率低,使其不具有經(jīng)濟(jì)性,此時(shí),噴丸強(qiáng)化的準(zhǔn)確性優(yōu)勢(shì)可能被抵消;
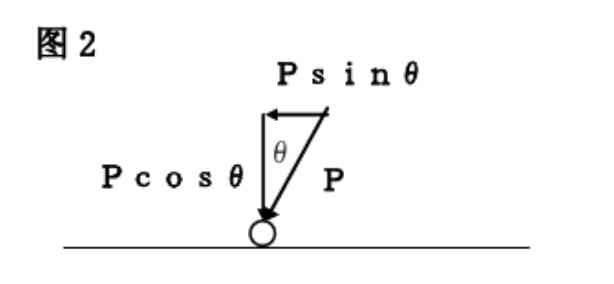
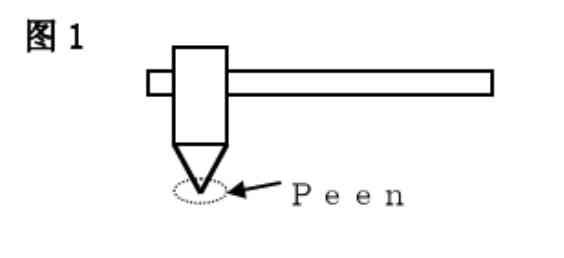
2.拋丸機(jī),拋丸機(jī)由于采用拋丸器作為動(dòng)力來(lái)源,拋丸角度相對(duì)固定,那么當(dāng)彈丸拋射到金屬表面時(shí),未必是垂直的,我們需要將沖擊力沿著垂直于工件表面和平行于工件表面作分解,由于沖擊力分散了,沖擊力轉(zhuǎn)化率也就低了,但是拋丸器和拋丸之間能量轉(zhuǎn)化高,在一定程度上可以彌補(bǔ),所以大批量的金屬表面強(qiáng)化,和沖擊力要求高的金屬表面應(yīng)力強(qiáng)化,適合選擇拋丸機(jī)。
噴丸和拋丸在去除殘余應(yīng)力方面的應(yīng)用:
金屬拉應(yīng)力主要產(chǎn)生于承載循環(huán)交變應(yīng)力的部件,所以曲軸、齒輪、汽車傳動(dòng)軸等一系類產(chǎn)品,以及板簧、壓縮彈簧都會(huì)發(fā)生來(lái)應(yīng)力殘余導(dǎo)致的疲勞斷裂,這些部件均需要進(jìn)行噴丸強(qiáng)化,或者拋丸強(qiáng)化,對(duì)于一些噴丸強(qiáng)度極高,噴丸覆蓋要求極為精密的產(chǎn)品,如發(fā)電機(jī)轉(zhuǎn)子,航空發(fā)動(dòng)機(jī)葉片,我們需要特殊的噴丸強(qiáng)化工藝,比如采取激光噴丸技術(shù)等。
殘余應(yīng)力處理代工:
我們從事多年噴丸機(jī)、拋丸機(jī)等殘余應(yīng)力處理設(shè)備生產(chǎn),經(jīng)驗(yàn)豐富,產(chǎn)品成熟,價(jià)格低廉,同時(shí)我們承接殘余應(yīng)力處理代工服務(wù),軍工品質(zhì),值得信任。

懸鏈?zhǔn)綊佂铏C(jī)的介紹:
懸鏈?zhǔn)綊佂铏C(jī),是通過(guò)鏈條構(gòu)成圓形閉環(huán)循環(huán)送料出料系統(tǒng),通過(guò)固定載具,將工件固定,然后通過(guò)吊鉤,將載具和工件懸吊,然后電機(jī)驅(qū)動(dòng)兩條運(yùn)動(dòng),將工件移入拋丸清理室,拋丸器拋射彈丸,對(duì)工件進(jìn)行拋丸清理和表面強(qiáng)化處理,處理完成后,鏈條運(yùn)行,會(huì)將工件帶出拋丸室,在成品段卸下成品;
根據(jù)通過(guò)方式和工件固定方式,我們可分為連續(xù)通過(guò)式拋丸機(jī)、步進(jìn)通過(guò)式拋丸機(jī)和懸鏈積放式拋丸機(jī)。但整體工作流程相差不大。
懸鏈?zhǔn)綊佂铏C(jī)應(yīng)用范圍:
可以實(shí)現(xiàn)定點(diǎn)裝載和卸載工件,可以用于方便懸掛和積放的零部件的拋丸處理,工件單懸掛重量在2000KG左右,如發(fā)動(dòng)機(jī)缸體缸蓋、電動(dòng)機(jī)蓋、各類齒輪、水泵殼體等工件。
懸鏈?zhǔn)綊佂铏C(jī)特點(diǎn):
- 能夠在靜態(tài)下,定點(diǎn)裝載和卸載工件、能快速自動(dòng)輸送工件到頂點(diǎn)位置,拋丸過(guò)程中可以自動(dòng)旋轉(zhuǎn),顯示360度角拋丸
- 采用PLC智能電器控制系統(tǒng),可對(duì)懸梁速度無(wú)級(jí)調(diào)速、也可以步進(jìn)定點(diǎn)傳送
- 拋丸處理量大、效率高,單位工件處理人工占用量小
懸鏈通過(guò)式拋丸技術(shù)方案提供商,為您提供全套懸鏈?zhǔn)綊佂枨謇斫鉀Q方案,歡迎來(lái)廠參觀考察。
]]>