通過設(shè)計正交試驗,分析了拋丸清理過程中鋼丸粒度、拋丸時間等因素對鑄件表面粗糙度的影響。結(jié)果表明:拋丸時間對鑄件表面粗糙度的影響最大,拋丸時間越長,鑄件表面粗糙度越低;其次為鋼丸粒度,直徑較小的鋼丸有利于降低表面粗糙度;而鋼丸拋射速度的影響較小。根據(jù)試驗結(jié)果,對拋丸工藝進(jìn)行了優(yōu)化和探索。
鑄件的表面質(zhì)量直接影響到鑄件整體的質(zhì)量和性能。拋丸清理是影響鑄件毛坯表面質(zhì)量的最后、也是最關(guān)鍵的一道工序1,拋丸機(jī)利用高速旋轉(zhuǎn)的葉片把鈉丸高速拋擲,撞擊零件表面,可以除去零件表面的粘砂、毛刺、銹蝕、氧化層;同時鋼丸高速撞擊會造成零件表面的晶格扭曲變形,使表面硬度增高,可以用于對零件進(jìn)行表面強(qiáng)化3。
目前隨著生產(chǎn)效率的提高,拋丸清理機(jī)的應(yīng)用已趨于成熟,拋丸量可達(dá)20 kg/s,清理效率不斷提高,鑄件毛坯的表面質(zhì)量也有了極大改善”。生產(chǎn)實踐表明,彈丸粒度、拋丸時間、彈丸速度、拋射角度等因素對拋丸清理后鑄件的表面粗糙度有顯著影響5。篩選出對粗糙度影響較大的因素,并據(jù)此優(yōu)化王藝參數(shù),對提高鑄件的質(zhì)量和產(chǎn)能都有積極的意義。
1試驗方法
本試驗采用公司一直使用的鑄鋼丸,使用行業(yè)內(nèi)常見的Q 3740E-4單吊鉤拋丸機(jī),由于拋丸器的拋射角度已經(jīng)過模擬優(yōu)化,本試驗中角度固定。結(jié)合生產(chǎn)實際,本文主要研究鋼丸粒度、鋼丸拋射速度、拋丸時間三個因素對鑄件表面粗糙度的影響。
鋼丸粒度:我公司日常使用的鋼丸主要有0-1.4mm和φ-1.7 mm兩種規(guī)格,另有同行業(yè)的經(jīng)驗標(biāo)明級配鋼丸的清理效果優(yōu)于單一粒度鋼丸”,本試驗將考察級配鋼丸的清理效果,級配鋼丸配比采用60%S200鋼丸(Ф=1.7 mm) +40%S170鋼丸(=1.4 mm)。
拋射速度:鋼丸切向拋射速度用公式-nmD/60,求得,其中n為拋丸機(jī)轉(zhuǎn)速(r/min) , D為拋丸器葉輪直徑。
拋丸時間:我公司對中等箱體類鑄鐵件的拋丸時間一般在10min左右,試驗中將以此時間長度為基準(zhǔn)進(jìn)行研究。
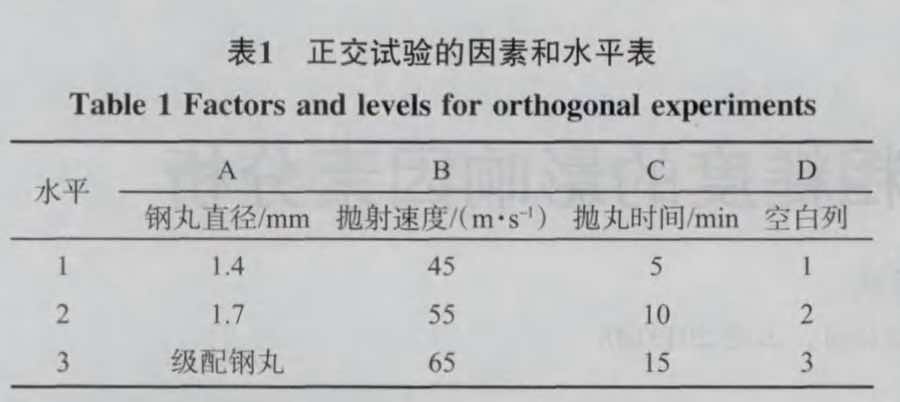
為優(yōu)化試驗過程,本文采用了正交試驗,同時,設(shè)計正交表時添加了空白列以排除對粗糙度有明顯干擾的因素。如上所述,該試驗為4因素3水平,可采用L(3)正交表(表1)。
試驗中進(jìn)行拋丸的鑄件選擇公司產(chǎn)品中較為普遍的中等箱體類鑄件,拋丸完成后將鑄件表面與表面粗度比較樣塊進(jìn)行對照比較,并采用粗糙度測試儀進(jìn)行測量。

2試驗結(jié)果及分析
拋丸清理結(jié)束后,取鑄件有代表性的三個表面,如圖1a,觀察并測量表面粗糙度數(shù)值。根據(jù)GB/T6060.1-1997,將鑄件表面與粗糙度比較樣塊進(jìn)行對比,發(fā)現(xiàn)9組試驗的鑄件表面粗糙度均位于R-12.5um~25 um區(qū)間,拋丸清理達(dá)到了應(yīng)有的效果。用粗糙度測試儀測量鑄件A、B.C三個面的粗糙度,并取平均值,結(jié)果如表2。

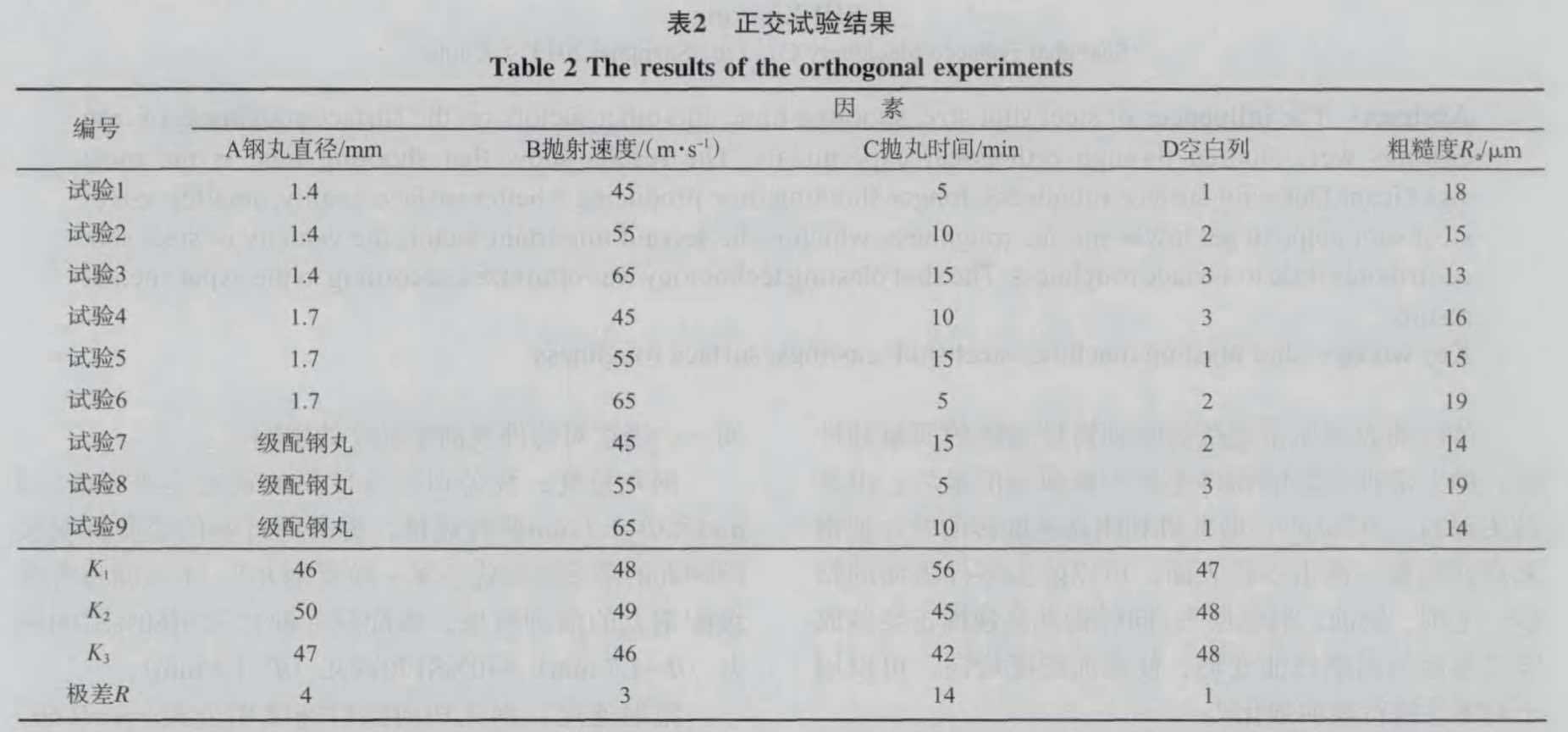
分析得知,最優(yōu)方案為CA,B,即拋丸時間15min、鋼丸直徑1.4 mm、拋射速度65 m/s;由于C列極差遠(yuǎn)遠(yuǎn)大于其他各列,表明拋丸時間對粗糙度的影響最顯著。由于D列極差R的數(shù)值僅為1,可以認(rèn)為在現(xiàn)有的試驗條件下,不存在其他對鑄件表面粗糙度影響顯著的未知因素。
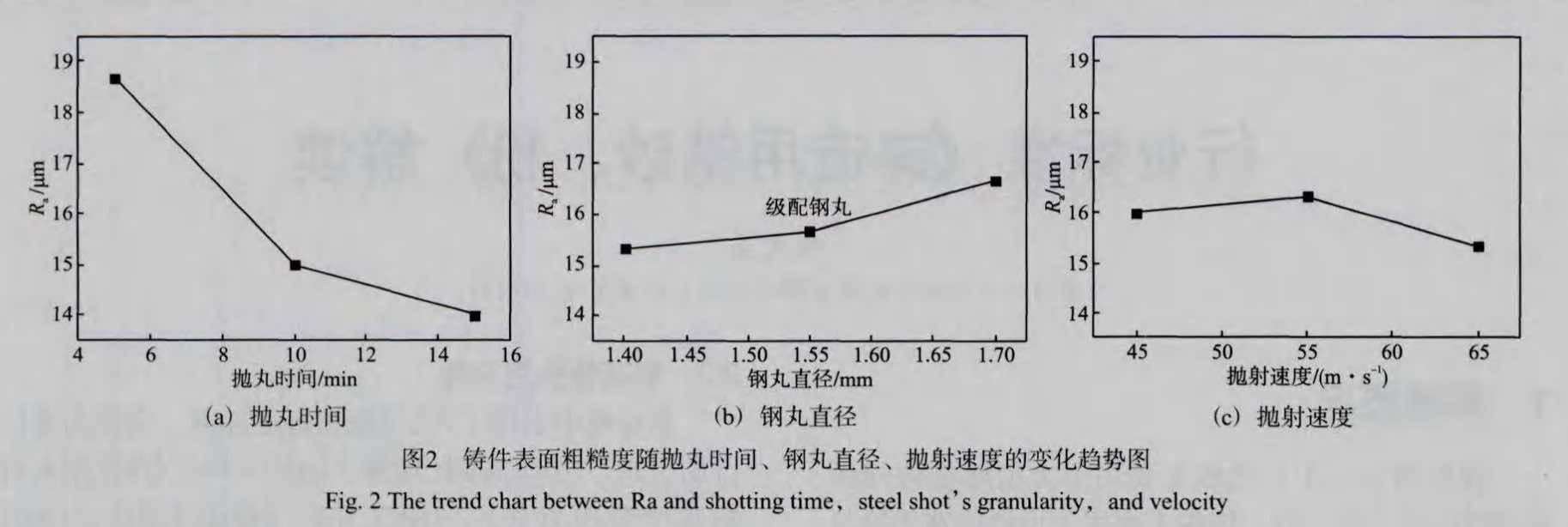
將試驗中的三個因素的水平為橫坐標(biāo),以R的平均值k-K/3為縱坐標(biāo),得到表面粗糙度R,與各因素的變化趨勢圖(圖2)
分析表明,隨著拋丸時間的增加,鑄件表面粗糙度R,逐漸降低,但是從10min到15 min這段時間,R降低的趨勢遠(yuǎn)低于5 min到10 min時間段,前人的相關(guān)研究也有類似的結(jié)果;考慮到生產(chǎn)成本,實際生產(chǎn)中完全可以將拋丸時間定為10 min。
采用60%4-1.7 mm鋼丸+40%0-1.4 mm鋼丸混合成的級配鋼丸,對降低粗糙度的作用不明顯,由于1.7mm鋼丸的存在, R,明顯高于1.4 mm鋼丸的方案;但是通過正交試驗的結(jié)果來看,級配鋼丸可以一定程度上縮短拋丸的時間,在以后的生產(chǎn)和研究中有必要做進(jìn)一步探索。
Ra隨鋼丸拋射速度的變化很小,由于試驗中拋射速度的取值基本在該拋丸機(jī)推薦的拋射速度范圍,可以認(rèn)為,在該范圍內(nèi),鋼丸拋射速度對鑄件最終的表面粗糙度無明顯影響。
3結(jié)論
研究結(jié)果表明:拋丸時間對鑄件表面粗糙度的影響最大,拋丸時間越長,鑄件表面粗糙度越低;其次為鋼丸粒度,直徑較小的鋼丸有利于降低表面粗糙度;而鋼丸拋射速度的影響較小。
考慮到生產(chǎn)成本,拋丸時間并非越長越好,對于中等箱體鑄鐵件,采用 =1.4 mm的鋼丸清理10 min,能在保證清理效率的同時達(dá)到較好的拋丸效果。
江蘇拋丸清理設(shè)備制造廠家,為您提供專業(yè)的拋丸機(jī)設(shè)備和拋丸工藝技術(shù)服務(wù)!
噴拋丸設(shè)備、噴丸強(qiáng)化技術(shù)服務(wù),182 0189 8806 文章鏈接:http://www.8beet.com/1758/
 微信聯(lián)系咨詢
微信聯(lián)系咨詢 消息")