對中厚板卷廠生產的卷軋船板發生的條帶狀麻面、麻點麻面、通板大面積麻面等三類典型拋丸缺陷進行針對性分析 ,并提出相應的工藝控制要點 。結果 表 明 :通 過控制卷軋道次錯位除鱗 、卷軋第一道次除鱗 、終軋溫度 ≤80°C ,可以保證除鱗效果。工藝優化后 ,卷軋船板拋丸表面質量良好 。
1概況
船板是中厚板生產的重要品種之一,近年由于受全球金融危機的影響和船東對船板 表面質量 要求 日益提高 ,船板表面缺陷質量異議 的數量 激增 ,其中比例最大 的為拋丸麻面缺陷。拋丸麻面主要產生于軋制過程中的二次氧化鐵皮壓人,該類缺陷只有在 鋼板拋丸后才能發現 。從生產到發 現缺陷周期時間長,并且分布廣泛,手工打磨或者補焊困難 ,易造成打磨后尺寸仍不合格 。這些因素導致 船板用 戶陸續 就此類缺陷提出質量異議要求索賠或退換貨 ,使鋼廠蒙受了巨大的經 濟損失。 中厚板卷廠僅去年10月因新加坡吉瑞大批卷軋拋丸船板麻面退換貨就造 成 直 接 損 失 達 千 萬 元 以 上 。 因 此 ,深 入 研 究 拋 丸 船板麻面產生的各類形態及其對應 的工藝控制要 點,對指導卷軋船板生產過程和保證拋丸表面質量 具有重要意義 。
2 卷軋船板拋丸麻面分析及工藝控制
卷軋船板拋丸麻面主要分為條帶狀麻面、麻點 麻面、通板大面積麻面等三類。減少鋼板表面麻面 產生的關鍵是控制鋼板表面氧化鐵皮組 織結構 與厚 度 。鋼板氧化鐵皮控 制手段主要可 以從如下 幾方面 著手 :1優化成分設計 ;2控制爐內加熱規程 ;3改 善除鱗效果 ;4優化軋制工藝。本文對三類卷軋船板拋丸麻面缺 陷進行針對性 分析并提 出相應 的工藝 控制要點 。
2.1 條帶狀麻面的原因分析及控制
2.1.1 原因分析
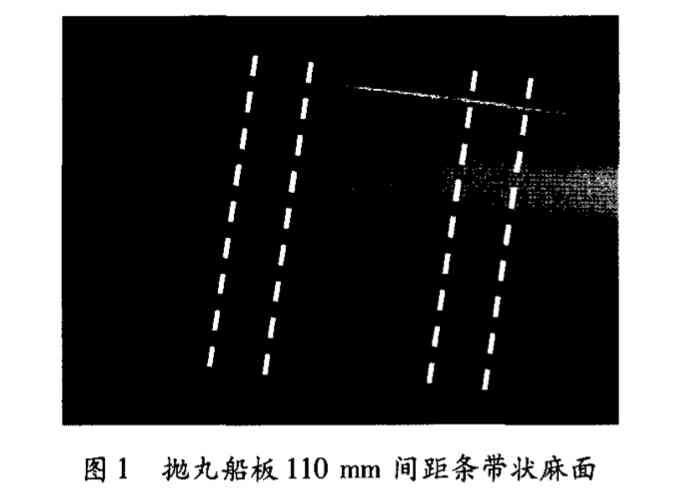
條帶狀麻面即為沿軋制方向110mm間距條帶狀 分 布 麻 面 ,如 圖 1 所 示 。 中 厚 板 卷 廠 精 除 鱗 系 統 采用大、小流量兩組除鱗 系統。四輥軋機出入 口除 鱗系統采用大、小流量噴嘴錯位布置,除鱗工藝主要 采用卷軋前兩道小流量除鱗 、倒數第二道軋機出口 大流量 和入 口小流量除鱗 的方 式 以保證 精除鱗 重合 度。但在現場生產過程中為保證軋制板形和終軋溫 度的要求而取消了倒數第二道軋機出口大流量和入 口 小 流 量 除 鱗 ,僅 采 用 卷 軋 前 兩 道 軋 機 入 、出 口 小 流 量 除 鱗 ,未 能 實 現 錯 位 除 鱗 ,最 終 導 致 2012 年 10 月 新加坡 吉瑞 大批卷軋船板 因拋 丸后條帶狀 麻 面大批 量退換貨 。條帶狀麻 面的發生主要 由于卷 軋道次 未能錯位除鱗 。

2.1.2 改進措施
2012年年底中厚板卷廠中修過程中對精除鱗系 統進行 了進一 步錯位 改造 。機 械改造見圖 2。
1)工作輥輥徑最大時,最大壓下量為 30mm。
a.此 時 出 入 口 精 除 鱗 的 重 疊 量 最 少 ,只 有 2 m m , 針對此種情況,對精除鱗集管進行了改造,使噴嘴到 鋼 板 表 面 的 距 離 增 加 20 m m ;
b.此時高壓小流量除鱗在軋件的入口處使用 時,相鄰噴嘴的除鱗已無重疊量。針對此種情況,對 高壓小流量除鱗集管進行了改造 ,使噴嘴到鋼板表面的距離增加 15mm。
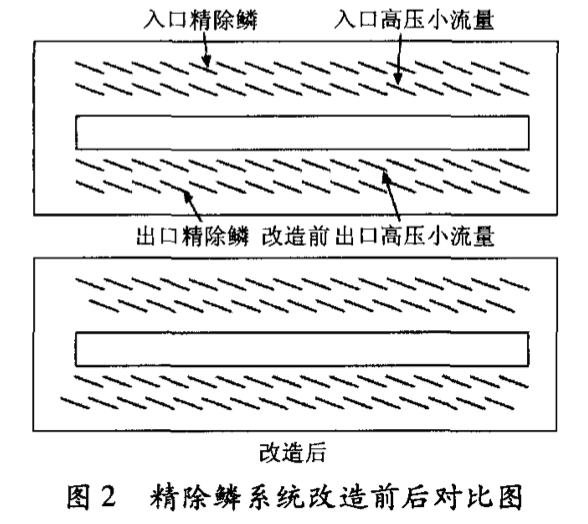
2)精 除 鱗 入 口 與 出 口 沒 有 交 錯 布 置 ,為 了 提 高除鱗效果,把出口精除鱗集管噴嘴數量和位置進行 了 改 造 ,由 原 來 29 個 噴 嘴 改 到 28 個 噴 嘴 ,與 入 口 精除 鱗 29 個 噴 嘴 交 錯 布 置 。
3)高壓小流量除鱗人 口與出口沒有交錯布置,且其與精除鱗集管噴嘴間距不一 致 。為 了提高除鱗 效果 ,對出 、入 口高壓小 流量除鱗集管 噴嘴進行 了改 造 :由 原 來 的 30 個 噴 嘴 分 別 改 為 29 和 28 個 噴 嘴 ,間 距 由原來的 113.3mm改為 18mm。改造后,高壓 小流量除鱗不僅入 口與出口能夠重疊布置,而且與精 除鱗也 能夠實現重疊 。
4)為 了 配 合 精 除 鱗 及 高 壓 小 流 量 除 鱗 的 改 造 ,使其準確安裝,對擋水板及機架輥護板也進行了相 應 的改造。該 除鱗系統 改造最終實現 了卷軋前 兩道次 軋機 入 、出 口 精 除 鱗 錯 位 布 置 ,彌 補 了 精 除 鱗 重 合 度 的 問 題。精除鱗 系統 改造投 用后 條帶狀 麻 面基本 未 發生。
2.2 麻點麻面的原因分析與控制
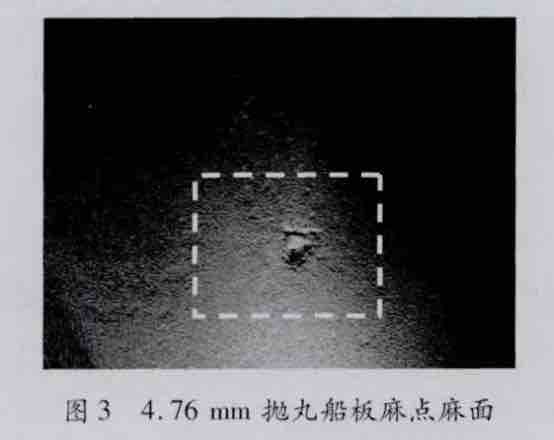
麻點麻面即為拋丸船板表 面零星出現深度較深的麻點麻面 ,如 圖 3 所 示 。 中厚 板卷廠拋丸船 板 麻 點麻面主要發生在極寬薄規格 4.76mm×3150mm 卷軋船板上。通過對生產過程工藝分析得知,生產 過程中為了減少卷軋過程的溫降,保證極寬薄規格 卷軋船板的軋制板形,在4.76mm初始調試過程中取消了卷軋道次除鱗,導致軋制過程中生成較厚、易碎的氧化鐵皮壓人鋼板表面,在后續拋丸過程中產生麻點麻面。
針對此原因,調整除鱗工藝,后續此規格的卷軋船板生產過程中采用卷軋前兩道、倒數第二道小流量除鱗的方式,麻點麻面缺陷未再發生。
2.3 通板大面積麻面的分析與控制
2.3.1 原因分析
通板大面積麻面即為拋丸船板表面通板麻面且無明顯條帶狀分布趨勢,如圖4所示。
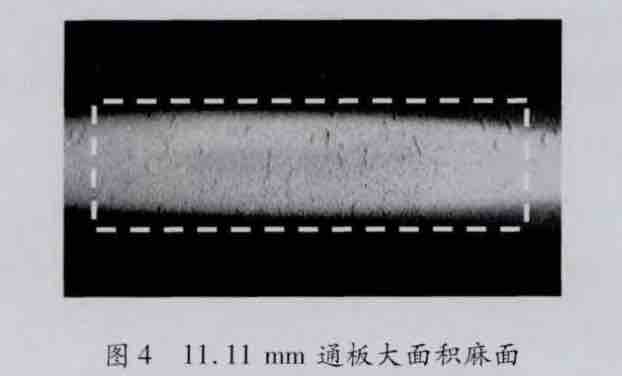
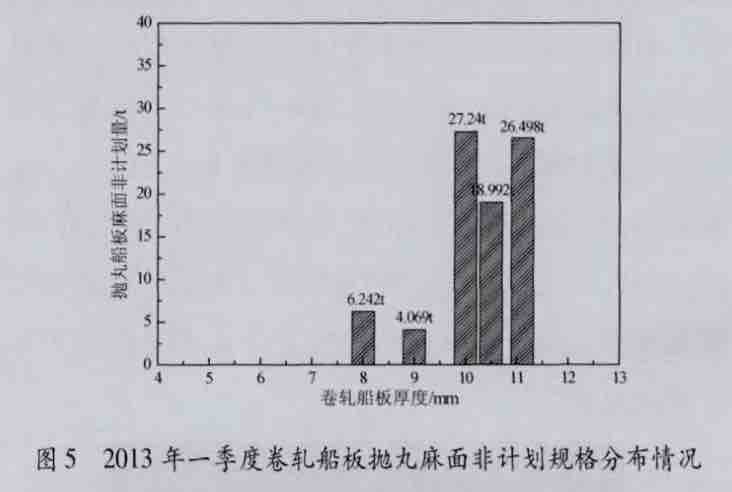
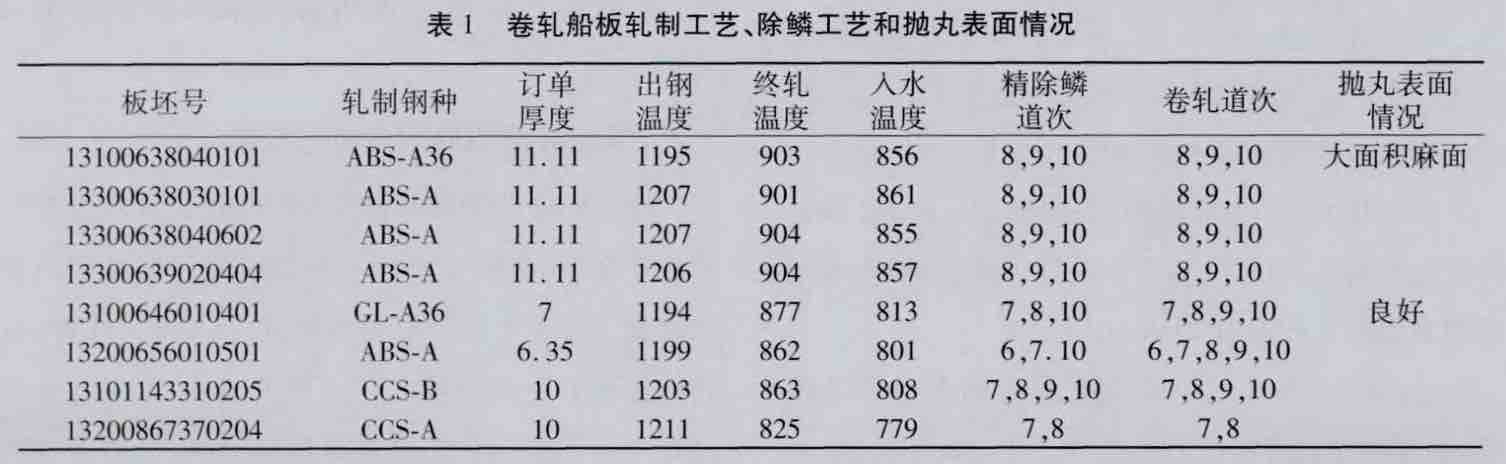
2012年底精除鱗系統改造完成后,中厚板卷廠卷軋船板拋丸麻面主要呈現通板大面積麻面。對2013年一季度卷軋船板進行分析,得出卷軋船板拋丸麻面非計劃量的分布情況,見圖5。通過分析可知,卷軋船板拋丸通板大面積麻面主要發生在8-11.1 mm厚度規格范圍內,尤其集中在10~11.1 m偏厚規格。為了找出根本原因,將不同規格卷軋船板的軋制工藝、除鱗工藝和拋丸表面情況進行了對比,見表1,通過分析可以看出,11.11 mm卷軋船板終軋溫度較高,多在900 ℃以上,拋丸后出現大面積麻面;而其它規格卷軋船板終軋溫度多集中在880 ℃以下,拋丸表面情況良好。
分析原因:11.11 mm卷軋船板經卷取爐保溫后本體溫降比5-10 mm卷軋船板的溫降要小,終軋溫度多集中在900℃,即二次氧化鐵皮最易產生的溫度。卷軋倒數第二道完成后,鋼板表面在卷取爐內快速生成一層二次氧化鐵皮,最終經軋輥作用破碎后壓入板面,形成通板大面積麻面。
2.3.2 改進措施
針對通板大面積麻面的發生原因,中厚板卷廠工程技術人員協同攻關,采取了一系列工藝控制手段,首先從出鋼溫度控制,將其控制在1170 ±10 ℃;其次,倒數第二道次采用出口大流量和人口小流量同時除鱗,進一步降低鋼板本體溫度;最終確保鋼板終軋溫度控制在880℃以下。工藝改進后,11.11 mm卷軋船板拋丸表面情況良好,通板大面積麻面缺陷受控。
3結語
根據現場生產卷軋船板拋丸麻面缺陷形態進行分類,卷軋船板拋丸麻面主要分為條帶狀麻面、麻點麻面、通板大面積麻面等三類。針對不同的表面缺陷,應針對性地采取相應的措施。卷軋道次錯位除鱗、卷軋第一道次除鱗、終軋溫度<880 ℃分別為此三類典型拋丸麻面缺陷的關鍵工藝控制要點。工t優化后,卷軋船板拋丸表面良好。
我司生產船板拋丸機,并提供船板拋丸清理技術方案,歡迎了解。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.8beet.com/1202/
 微信聯系咨詢
微信聯系咨詢 