摘要:采用金屬材料表面納米化試驗機對 316L 不銹鋼進行了噴丸強化處理,采用激光共聚焦顯微鏡觀察了不同噴丸條件下材料表 面的三維形貌,測量了材料表面的粗糙度;采用洛氏硬度計測量了噴丸強化后材料表面的硬度;采用材料表面性能綜合測試儀測試 了材料的摩擦性能;采用掃描電子顯微鏡觀察了磨痕的表面磨損形貌。 結果表明:對于機械拋光表面,彈丸直徑越大,噴丸強化后 材料表面粗糙度和摩擦因數越小,硬度越大;噴丸時間增加到 30 min,振動頻率增加到 50 Hz 時材料表面粗糙度明顯減小;彈丸直徑 越大,噴丸時間和振動頻率對摩擦因數的影響越大;噴丸時間和振動頻率越大,耐磨性越強,磨粒粒徑越小且越均勻。
噴丸強化是一種材料表面納米化制備方法,大量 彈丸高速撞擊試件表面產生強烈塑性變形,在材料表 面制備出表面為納米晶、晶粒尺寸沿厚度方向逐漸增 大的梯度組織?。?表面組織與性能的優化可明顯提 高材料的力學性能、抗疲勞性能、耐磨性和耐腐蝕性 能,從而提高材料的使用壽命。?研究納米化表面的粗 糙度和摩擦磨損性能,對該技術的實際應用具有重要 意義。?文獻對不同金屬材料經噴丸表面納米化 處理后的干摩擦、油潤滑條件下的摩擦及高溫摩擦磨 損行為進行了研究,結果表明:在干摩擦條件下,低碳 鋼納米化表面在一定載荷范圍內的耐磨性有所提高,中碳鋼則出現了高載荷下耐磨性降低的情況;納米化 表面在油潤滑條件下的耐磨性明顯提高;在高溫摩擦 的條件下,不同的溫度范圍對材料耐磨性有很大影響。?已有的結果對不同工藝參數下噴丸表面粗糙度及摩擦 性能的關系研究較少。?而合理選擇噴丸強化的工藝參 數對表面形貌,粗糙度、硬度及摩擦性能有重要影響,?如何正確評價噴丸工藝參數與表面粗糙度、硬度和摩 擦性能的關系至關重要。
本文將對?316L?不銹鋼進行噴丸強化處理,分析噴 丸時間、彈丸直徑、振動頻率對噴丸強化后材料表面的 三維形貌、粗糙度、硬度及摩擦磨損性能的影響。
1 試驗材料及方法
1. 1?試驗材料
試驗用材料為?316L?不銹鋼,其名義化學成分(質量分數,%)如表?1?所示。?試件為直徑?φ95 mm,厚度3mm?的圓盤。?試驗所用彈丸為含鋯量?95% (?質量分數,下同)?的高純氧化鋯珠,化學成分為:94. 8% ZrO2,5 ±0.2%Y2O3,彈丸直徑分別為?φ1.0 mm?和?φ2.4 mm。?氧化鋯珠球體圓整度好,表面光滑,有極好的韌性、耐 沖擊性,在高速運轉中不碎裂。?鋯珠的耐磨性是玻璃 珠的?30 ~ 50?倍,有極高的研磨效率。

1. 2 試驗方法 為了研究彈丸直徑對材料表面摩擦性能的影響,
本文選用直徑為 φ1. 0 mm 和 φ2. 4 mm 的彈丸進行噴 丸試驗;為了研究噴丸時間對材料表面摩擦性能的影 響,在彈丸直徑相同、振動頻率相同的條件下,噴射時 間分別選為 15、20、25 和 30 min;為了研究振動頻率對 摩擦性能的影響,在彈丸直徑相同、噴射時間相同的條 件下,振動頻率分別選為 35、40、45 和 50 Hz。
試驗前先對試件進行車削機械拋光處理,之后用酒精清洗試件表面和彈丸。 采用 SNC-1 型金屬材料 表面納米化試驗機進行噴丸強化試驗,然后用超聲振 蕩器去除樣品表面油污。 采用 LSM700 激光共聚焦顯 微鏡觀察試件表面的三維形貌,并測量各種噴丸條件 下試件表面的粗糙度;采用 HR-150DT 洛氏硬度計測 量試件表面的洛氏硬度;采用 CFT-1 型材料表面性能 綜合測試儀測試試件的摩擦因數,載荷為 50 N,加載 時間為 10 min;采用 QUNNTA FEG650 掃描電子顯微 鏡觀察磨痕的表面磨損形貌。
2?試驗結果與討論
2. 1?噴丸強化后材料表面形貌
圖?1( a1?) 、( a2?)?表示車削機械拋光后原始表面光學圖和三維形貌圖。?可以看出,表面有較多的柵狀凹陷,表面粗糙度?Ra?= 10. 64 μm,洛氏硬度為?33 HRC。?a圖?1(b1?)、(b2?)表示采用彈丸直徑為?φ1. 0 mm,振動頻 率為?50 Hz,噴丸時間?30 min?進行噴丸強化處理后試 件表面光學圖和三維形貌圖。?可以看出,表面出現明顯的犁溝,說明彈丸尺寸較小時,噴丸表面以犁溝和塑 性變形為主。?表面粗糙度?Ra?= 8. 43 μm,洛氏硬度為40. 86 HRC,與噴丸前經車削機械拋光樣品相比,粗糙度明顯減小,硬度明顯提高。 圖 1(c1 )、(c2 )表示采用彈丸直徑為 φ2. 4 mm,振動頻率 50 Hz,噴丸時間 30 min進行噴丸強化處理后試件表面光學圖和三維形貌圖。
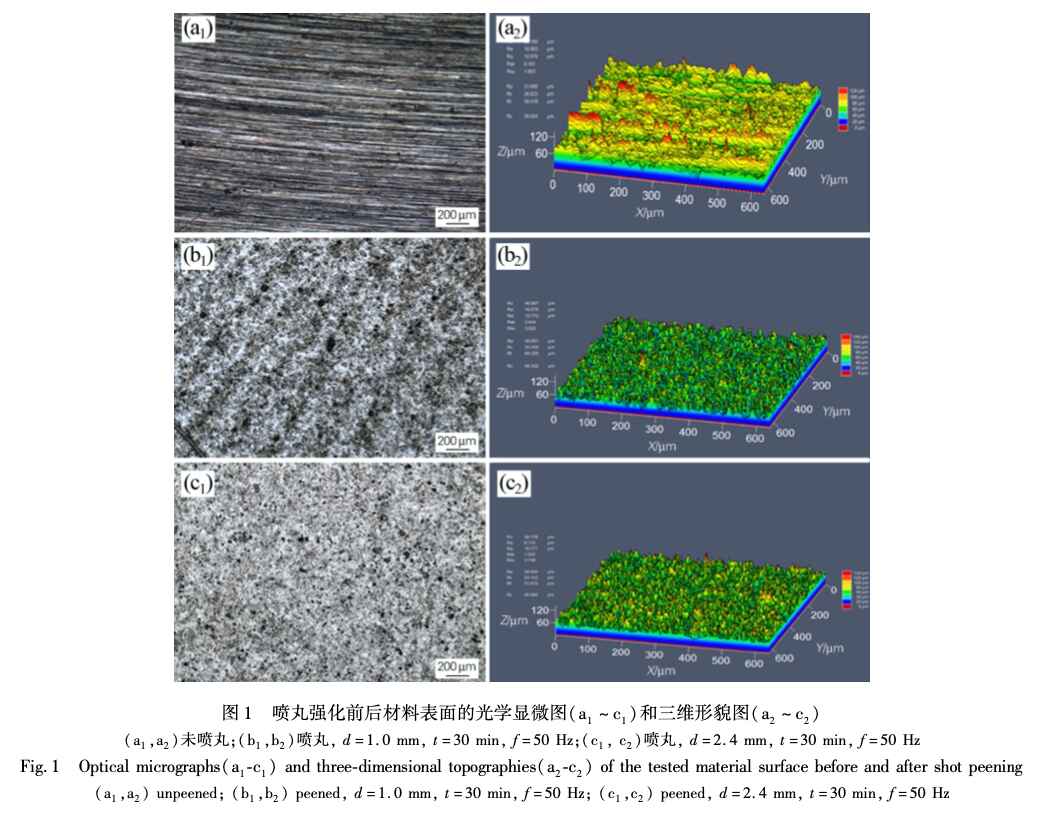
可以看出,表面沒有出現明顯的犁溝,說明彈丸尺寸較大時,噴丸表面以塑性變形為主。?表面粗糙度?Ra?=?6.97 μm,洛氏硬度為44.26HRC,與彈丸尺寸為1.0mm?時相比,粗糙度減小,硬度增加。?這是由于經過車削機 械拋光后,試件表面較粗糙,粗糙的表面經過噴丸強化 處理后硬度提高,使得彈丸撞擊表面產生的凹坑尺寸 減小,因而其表面粗糙度降低?。?而且對于表面較粗 糙的試件,彈丸尺寸大時噴丸強化效果更明顯,硬度更 高,粗糙度更低。
2. 2?噴丸強化后材料表面硬度及粗糙度
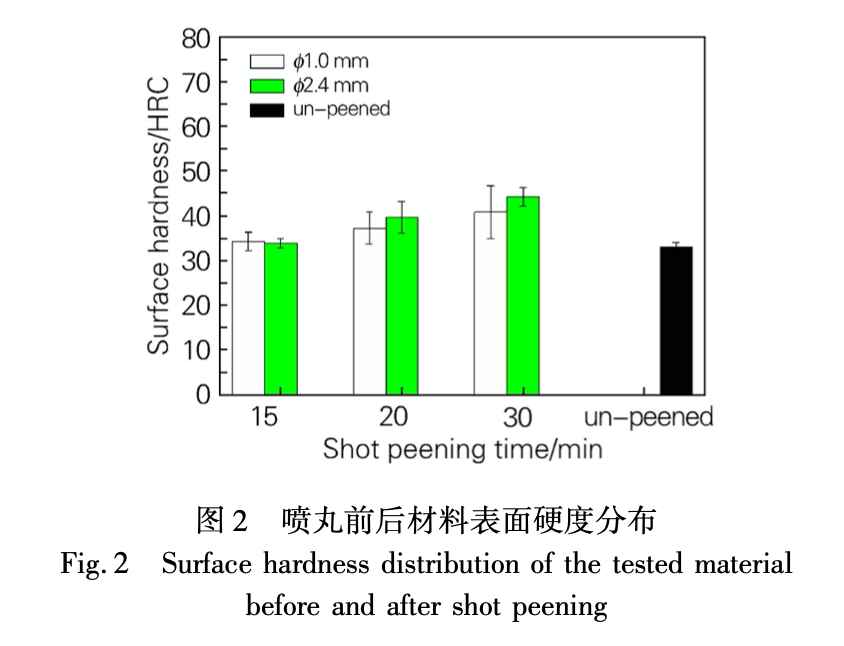
圖?2?表示彈丸直徑分別為?φ1. 0 mm?和?φ2. 4 mm,振動頻率為?50 Hz,噴丸強化時間分別為?15、20、30 min?時材料表面硬度分布。?可以看出,噴丸強化后材料表 面硬度提高,噴丸時間為?15 min?時,材料表面硬度和 未噴丸時材料表面硬度相差不大,隨著噴丸時間的增 加,材料表面硬度增加;彈丸直徑為?φ2. 4 mm?時噴丸 后材料表面硬度大于彈丸直徑為?φ1. 0 mm?時噴丸后 材料表面硬度,且時間越長二者差別越大,當噴丸時間 增加到?30 min?時,彈丸直徑為?φ1. 0 mm?時材料表面硬 度是未噴丸材料表面硬度的約?1. 24?倍;彈丸直徑增加 為?φ2. 4 mm?時,材料表面硬度是未噴丸材料表面硬度 的約?1. 34?倍。?噴丸時間越短,彈丸直徑對噴丸強化材 料表面硬度影響越小。

圖3(a)表示振動頻率為?50 Hz,彈丸直徑為φ1.0 mm?和?φ2. 4 mm,噴丸時間分別為?15、20、25、30 min?時材料表面粗糙度,圖?3(b)表示噴丸時間為15 min,彈丸直徑為?φ1. 0 mm?和?φ2. 4 mm,振動頻率 分別為?35、40、45、50 Hz?時材料表面粗糙度。?可以看 出:1彈丸直徑對噴丸強化后材料表面粗糙度影響較 大,對于表面為機械拋光的試件,彈丸直徑越大,噴丸 強化后材料表面粗糙度越小;2隨噴丸時間的增加,材 料表面粗糙度逐漸減小,當噴丸時間達到?30 min?時,?表面粗糙度明顯減小;3振動頻率小于?50 Hz?時,表面 粗糙度變化不大,當振動頻率達到?50 Hz?時,表面粗糙 度明顯減小。
2. 3?噴丸強化材料在干摩擦下的摩擦磨損性能

?圖4(a)表示彈丸直徑為φ1.0 mm,振動頻率為?50 Hz,噴丸時間分別為?15、20、25、30 min?時材料表面 摩擦因數。?可以看出,噴丸時間小于?30 min?時,對材 料表面摩擦因數影響不大,當噴丸時間達到?30 min?時,材料表面摩擦因數有所減小。?噴丸后的摩擦因數 均小于未噴丸表面的摩擦因數,說明,當未噴丸表面較 粗糙時,噴丸強化可以降低材料表面摩擦因數,增加材 料的耐磨性。?圖?4(b)表示彈丸直徑為?φ1. 0 mm,噴丸 時間為?15 min,振動頻率分別為?35、40、45、50 Hz?時材 料表面摩擦因數。?可以看出,振動頻率對材料表面摩 擦因數影響相對較小,在摩擦時間為?30 s?時,不同頻 率下噴丸處理后材料表面摩擦因數約為?0. 33,未噴丸 材料表面摩擦因數約為?0. 43,當摩擦時間增加到3 min 時,噴丸處理后摩擦因數與未噴丸時的摩擦因 數均增加到 0. 5,說明此時納米層被磨破到達基體層。
圖4(c)表示彈丸直徑為φ2.4mm,振動頻率為?50 Hz,噴丸時間分別為?15、20、25、30 min?時材料表面 摩擦因數。?可以看出,與圖?4(a)相比,噴丸時間對摩 擦因數影響較大,且噴丸時間越長,摩擦因數越低,當 噴丸時間增加到?30 min?時,摩擦因數明顯降低。?圖?4(d)?表示彈丸直徑為?φ2. 4 mm,噴丸時間為?15 min,?振動頻率分別為?35、40、45、50 Hz?時材料表面摩擦因數。?可以看出,與圖?4(b)相比噴丸頻率對摩擦因數影響較 大,頻率為?35 Hz?時,材料表面摩擦因數與未噴丸相比較接近,振動頻率增加到 50 Hz 時,摩擦因數明顯減 小。 說明隨彈丸直徑的增大,噴丸時間和振動頻率對 材料表面摩擦因數的影響增加。 彈丸直徑為 φ2. 4 mm 時納米層厚度大于相同噴丸條件下彈丸直徑為 φ1. 0 mm 時納米層厚度,從而摩擦因數減小,耐磨性提高。
2. 4?噴丸強化?316L?不銹鋼在干摩擦下的磨損機制?
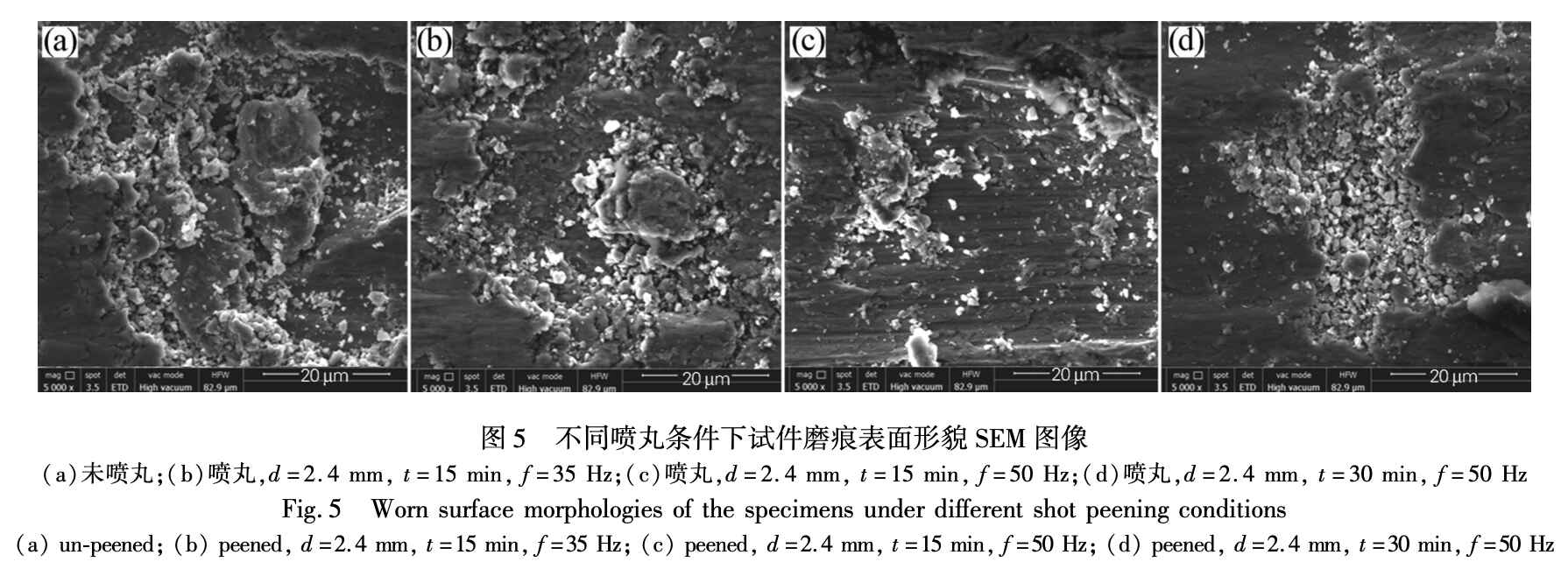
圖?5?為不同噴丸條件下噴丸強化樣品與未噴丸樣 品經干摩擦試驗后表面磨損形貌。?可以看出,在干摩 擦條件下,噴丸樣品和未噴丸樣品的主要磨損機制均 為磨粒磨損,樣品表面出現許多白色的磨屑和部分脫 落片層物。?圖?5(a)為未噴丸樣品表面磨損形貌圖,可以看出,脫落片層物分層較多,且出現較大塊的磨屑; 圖 5(b)為彈丸直徑 φ2. 4 mm,噴丸時間為 15 min,頻 率為 35 Hz 時噴丸樣品表面磨損形貌圖,與未噴丸相 比,片層物分層相對減少,但仍有大塊磨屑脫落,與未 噴丸處理的磨損表面接近。 這是由于載荷較大,表面 納米化處理的試樣表面層經受了嚴重的接觸應力及摩 擦溫度作用,其組織結構可能發生變化,另外,納米表 層可能已經被部分磨穿,因而材料的耐磨性降低。 圖 5(c)為彈丸直徑 φ2. 4 mm,噴丸時間 15 min,頻率 為 50 Hz 時噴丸樣品表面磨損形貌圖,可以看出,磨屑 數量明顯減少,且磨屑尺寸均勻,無大塊磨屑出現,脫 落片層物減少,出現細且淺的犁溝;圖 5(d)為彈丸直 徑 φ2. 4 mm,噴丸時間 30 min,振動頻率 50 Hz 時噴丸 樣品表面磨損形貌圖,可以看出,磨屑為均勻的小顆 粒,脫落片層物減少,無明顯的犁溝。 表面磨粒減小的 主要原因是噴丸強化后在材料表面形成高強度和高硬 度的納米晶層,由于納米層微粒尺寸減小,所以磨損過 程中產生的磨屑尺寸減小,沒有整塊的脫落,從而增加 了材料的耐磨性。
3 結論
1) 對于機械拋光表面,彈丸直徑為 φ1. 0 mm 時,噴丸表面以犁溝和塑性變形為主,彈丸直徑為 φ2. 4 mm 時,噴丸表面以塑性變形為主。
2) 噴丸強化后材料表面硬度提高,隨著噴丸時間 的增加,材料表面硬度增加;彈丸直徑為 φ2. 4 mm 時 噴丸后材料表面硬度大于彈丸直徑為 φ1. 0 mm 時噴 丸后材料表面硬度,且噴丸時間越長二者差別越大。
3) 對于表面為機械拋光的試件,彈丸直徑越大,噴 丸強化后材料表面粗糙度越小,當噴丸時間達到 30 min, 或振動頻率達到 50 Hz 時,表面粗糙度明顯減小。
4)?彈丸直徑較小時,噴丸時間和振動頻率對摩擦因 數影響較小;彈丸直徑較大時,噴丸時間和振動頻率對摩 擦因數的影響較大。?經過噴丸強化處理后,材料表面摩 擦因數均小于未噴丸樣品的摩擦因數。?隨著噴丸時間和 振動頻率的增大,磨痕處磨粒尺寸減小且更均勻。
江蘇噴丸強化實驗工作室,噴丸機、噴丸強化設備制造廠家,提供專業的噴丸實驗服務,批量噴丸代工服務,噴丸設備制造服務。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.8beet.com/2009/
 微信聯系咨詢
微信聯系咨詢 