摘要:采用空化水射流方法對純銅表面進行空化水噴丸處理,采用光學顯微鏡和掃描電子顯微鏡對噴丸后試樣進行表面損傷、空蝕現象和表面粗糙度等進行了分析。結果得出,在一次射流區,噴丸很短時間(5min ) ,表面已經出現塑性變形坑、空蝕針孔。噴丸一段時間( 15min) ,塑性變形坑和空蝕針孔數量增多,李晶晶界開始顯現。當噴丸時間逐漸增大(40min ) ,表面金屬剝落程度顯著增加,使得表面粗糙度也明顯增大,同時出現大量的變形滑移帶。混合射流區的損傷程度明顯低于一次射流區,短時間時出現大且淺的空蝕坑,內部觀察到晶粒相貌,隨著時間增長整個區域的晶粒形貌都會顯現。兩區表面粗糙度隨噴丸時間增加逐漸上升,且混合射流區大于一次射流區。
空化水噴丸強化是利用高壓水射流所產生的空穴效應打擊金屬表面得到強化效果”,在材料表層引人殘余壓應力和引起加工硬化,從而提高材料的疲勞壽命, Vyas等較詳盡地研究了面心立方金屬的空蝕過程,發現在空蝕很短的時間內,金屬就開始發生塑性變形,掃描電鏡下晶界和滑移帶顯現,同時表層硬度提高、微觀應變提高、位錯胞尺寸下降、宏觀殘余壓應力提高等。因此有效的利用這種方法可使金屬表面達到強化效果,提高表面殘余壓應力,但是在這個強化的”過程中卻存在不利情況,即空泡不斷潰滅時產生的沖擊波和微射流反復作用,損害金屬表面,形成非常有害的空蝕, 19世紀末,在船舶螺旋槳葉片上首次發現空蝕現象,已經進行很多針對空蝕作用機理的研究。但由于空蝕過程中受到流動動力學、機械沖擊、過流部件材料種類與成分,以及材料表面與液體的電化學交互作用等諸多因素影響,空蝕機理比較復雜181,對于不同的種類材料在不同環境下的空蝕機理,現在依然沒有得到令人信服的結論,所以研究空化過程中的空蝕現象是非常必要的。空蝕過程包括孕育期、上升期、平穩期和衰減期四個階段”,其中孕育期是最重要階段。
銅及銅合金大量應用在船舶螺旋槳、高速艦艇、水輪機、閥門、水泵等過流部件,空蝕使服役的螺旋槳使用效率下降,這不僅造成了巨大的經濟損失,甚至造成事故,威脅到生命安全造成重大損失[1,所以銅及銅合金的空蝕問題也是目前備受關注的問題之一。本文選取純銅作為試驗材料,對其進行一系列工藝參數的空化水噴丸處理,通過觀察噴丸后試樣的表面形貌、粗糙度,對空蝕孕育期內的損傷進行了探討。
1試驗材料和方法
試驗材料選用5mm厚的純銅(Cu)板材,在真空爐中500℃退火60min,以消除工業純銅板材的的殘余應力,得到均勻尺寸的晶粒。將純銅板材切成φ30 mm的圓片,經過鑲嵌、精磨和拋光處理,得到表面粗糙度(Sa)為0.13um金相試樣。
采用自行研制的空化水噴丸設備對試樣進行不同時間的噴丸處理。噴丸時試樣和噴嘴均淹沒在水中,選用直徑為1mm的噴嘴,垂直于噴丸式樣表面的中心處,噴嘴與試樣的距離為80mm,水射流壓力為20MPa。
采用ZEISS SUPRA55場發射掃描電子顯微鏡觀察試樣表面形貌變化,采用LEICA DCM3D型三維視頻顯微鏡對水噴丸后的表面形貌進行顯微組織觀察,分析表面粗糙度,金相試樣腐蝕劑采用5gFeCL,+25mlHCL+50mlH,O的混合溶液進行擦拭。
2試驗結果與分析
2.1表面空蝕損傷
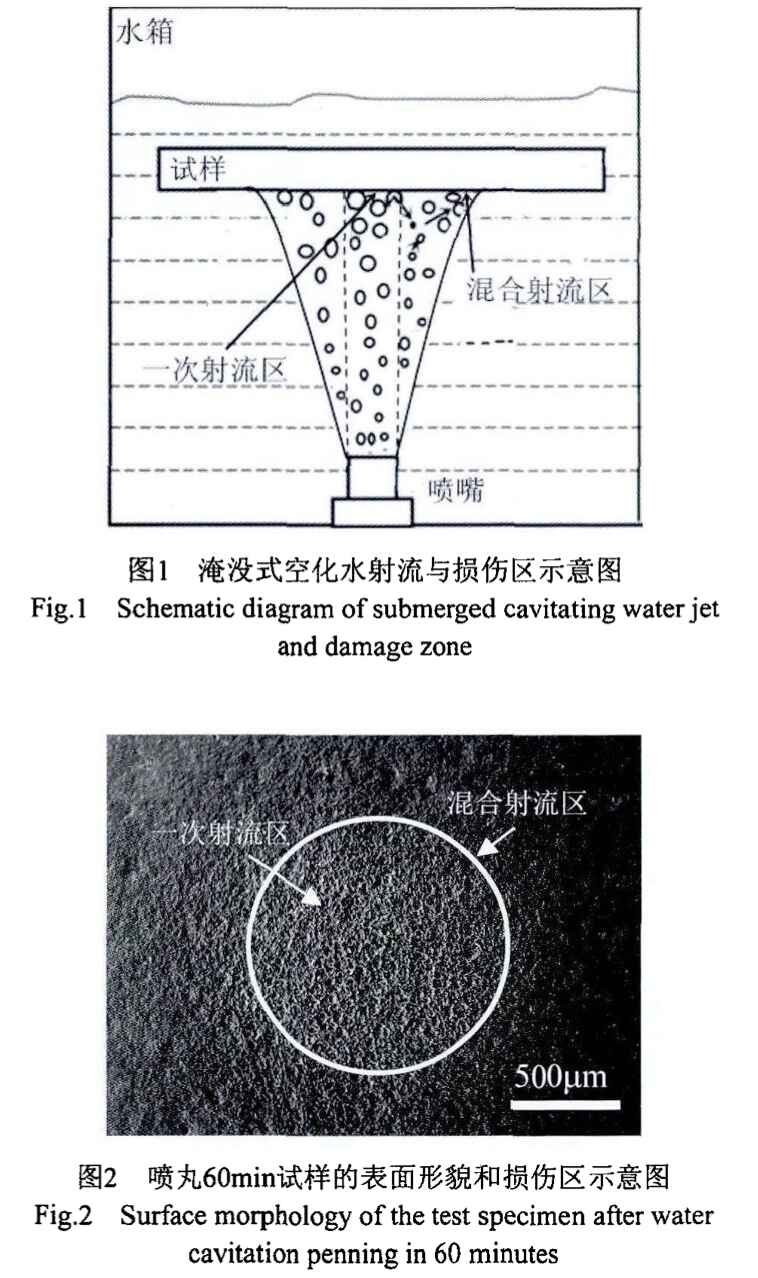
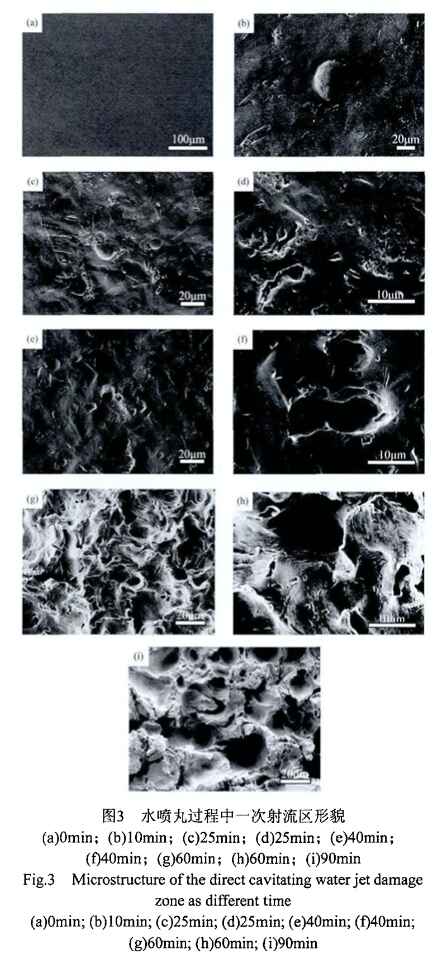
采用淹沒式空化水射流對拋光態試樣表面進行噴丸處理,觀察試樣表面的損傷程度,一次射流區由噴嘴噴出的空化水射流垂直打在試樣表面,造成的接近噴嘴尺寸的損傷斑點,在該區外圍的環形損傷區,由于一次射流區空泡爆破產生的沖擊波對部分噴嘴噴出的水射流作用,可稱為混合射流區,其示意圖如圖1所示。測得低倍損傷表面形貌見圖2。觀察試驗后所得噴丸試樣,損傷嚴重的一次水射流區的尺寸約為1mm左右,與噴嘴直徑相近。

2.1.1一次射流區的損傷
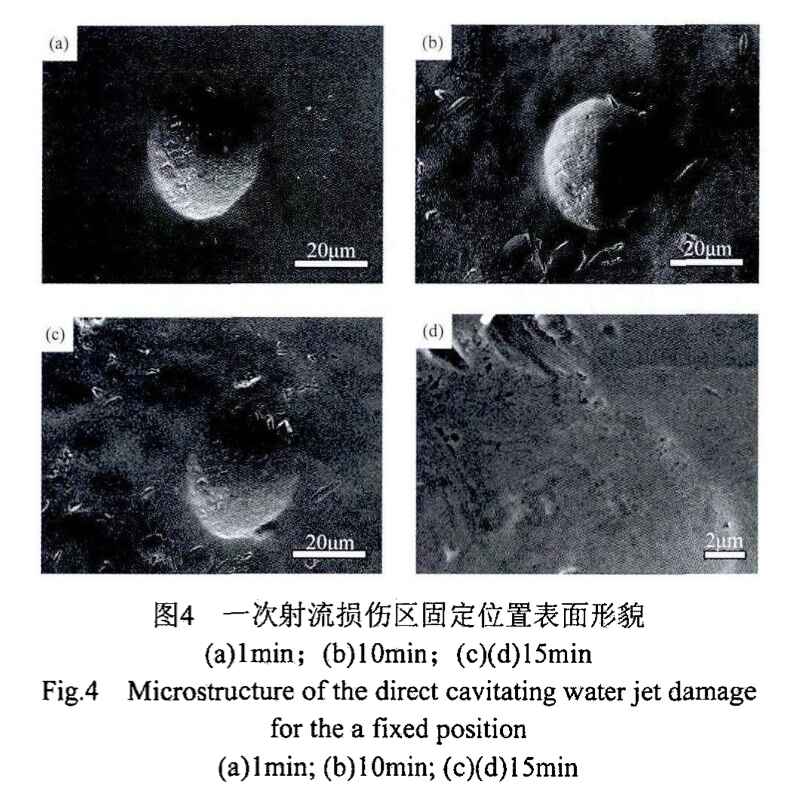
通過觀察不同工藝參數空化水噴丸處理試樣表面的形貌變化,式樣進行水噴丸前必須處于機械拋光狀態。在20Mpa下噴丸不同時間后式樣的表面形貌如圖3所示。由圖3可見,水噴丸10min時,試樣表面已經出現少量塑性變形坑、大量空蝕針孔。塑性變形坑的尺寸大小不均勻,最大直徑為304m,空蝕針孔尺寸基本相同,約2um,見圖3 (b)。水噴丸25min時,損傷程度顯著加大,塑性變形坑和空蝕針孔數量明顯增多,但是尺寸變化很小,李晶形貌基本都顯現出來,而且局部空蝕針孔出現了匯聚的狀況,呈現局部少量剝落現象,見圖3(c)、3(d) 。噴丸40min時,試樣表面晶粒相貌完全顯現,說明由于塑性變形程度增加,晶內位錯移動和孿生的結果,使得晶粒發生了轉動,不同晶粒轉動方向和程度不同,晶粒高低起伏程度不同,從而顯現晶粒形貌。高倍數下觀察發現,空蝕針孔匯聚處開始有少量剝落,還出現開口大且深的空蝕孔洞,塑性變形產生的滑移帶也開始變形,呈現彎曲狀,見3 (e)、3(f)。噴丸60min時,試樣表面出現大量空蝕孔洞和空蝕針孔,但還能觀察到晶粒形貌,說明表面金屬剝落量小,可以觀察到空蝕孔洞內呈現網格狀,說明空洞內部以這種形式緩慢剝落。隨著時間繼續增加,塑性變形和剝落急劇上升,表面粗糙度進一步增大。噴丸90min時,試樣表面損傷嚴重,大量金屬剝落,只存在深的空蝕孔洞,可以看到大塊金屬剝落后的形貌。由于純鋼的硬度低,受到空泡作用產生塑性變形坑,使坑周圍的金屬凸起,大量空蝕孔洞互相擠壓,金屬凸起程度越來越大,最后整塊剝落,孔洞內部存在滑移帶,如圖3 (i)所示。
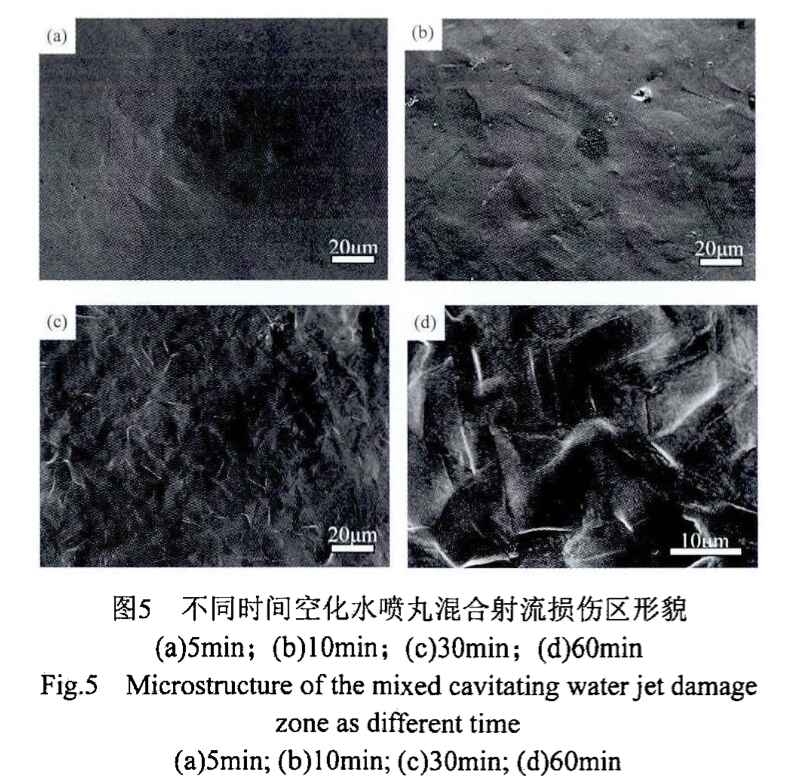
為了更清晰的觀察一次射流區塑性變形坑空蝕針孔的出現和生長,進行20MPa下的一次射流損傷區的原位觀察,在一次射流區固定位置隨著時間的增加觀察固定位置塑性變形坑及其周圍區域內的變化,分析塑性變形坑的長大方式。
如圖4 (a)所示,噴丸1min時就出現了塑性變形坑,尺寸大約為25um,內部呈魚鱗紋且存在空蝕針孔。噴丸增加到10min后,空蝕坑周圍出現少量機械損傷和剝落,依然存在空蝕針孔,空蝕坑的大小變化較小,但是空蝕坑邊緣變圓滑且內部的魚鱗紋也變淺,如圖4 (b) 。當時間增加到15min時可以清晰觀察到空蝕坑尺寸變大,形狀開始趨于圓形,內部魚鱗紋變得更淺,局部放大后可觀察到空蝕坑邊緣存在大量的針孔,隨著空泡在內部的潰滅產生沖擊波,這些針孔緩慢聚集,局部區域出現少量掉落的情況,因此由于針孔大量聚集造成邊緣金屬少量且緩慢的剝落,使得空蝕坑的尺寸緩慢變大,如圖4 (b) (c)所示。
2.1.2混合射流損傷區形貌
隨著時間的逐步遞增,對試樣表面的混合射流區進行細致的觀察,沒有觀察到一次射流區的空蝕坑,短時間內在混合射流區形成大且淺的坑,同時坑內可觀察到晶粒形貌以及空蝕針孔。
隨著時間的增加,混合射流區的晶粒形貌逐漸清晰,晶粒轉動程度逐漸遞增,同時存在變形的滑移帶,匯聚成網狀結構。因為一次射流區空泡爆破產生射流影響部分噴嘴噴出的空化水射流,使得這部分空化水到達試樣表面時能量降低,同時具有一定的方向性,所具有的能量不足以使試樣表面產生塑性變形坑,只會形成小的空蝕針孔和滑移帶,同時顯現晶粒形貌,如圖5所示。
2.2表面粗糙度分析
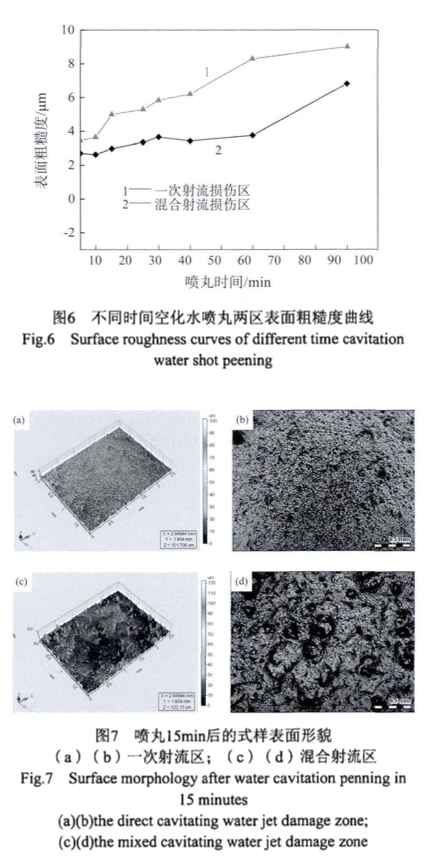
采用LEICA DCM3D型三維視頻顯微鏡觀察不同時間噴丸處理后式樣的表面粗糙,隨著時間的累加到90min,一次射流區和混合射流區的損傷程度逐步上升。如圖5所示,不同時間兩區的粗糙度曲線可知,隨著時間增加兩區的粗糙度都是逐漸上升的,但是混合射流區的粗糙度總是大于一次射流區,因為一次射流區受到垂直表面的空化水射流作用,表面縱向受到大部分沖擊力,空蝕損傷最嚴重,形成密集空蝕坑,如圖6(b)所示。由圖6 (a) (c)可以看出,一次射流區的空蝕損傷最大,混合射流區次之。由圖6 (d)可知,混合射流區室蝕坑開口大,空蝕坑內部和邊緣圓滑,呈現孔狀,空蝕坑稀疏,因為退火純銅HV0.01硬度在60HV左右,塑性較好,不易形成脆性裂紋,所以在水射流和空泡作用下,形成大且圓滑的空蝕坑,說明該區空化水射流的空泡的數量減少,具有一定方向性。因此相比一次射流區所測粗糙度,混合射流區的空蝕坑起伏變化大,即混合射流區粗糙度大于一次射流區。
3結論
(1)一次射流區,隨噴丸時間逐漸增加,塑性變形坑和空蝕針孔數量增多,李晶晶界開始顯現,直到表面金屬剝落程度顯著增加,使得表面粗糙度也明顯增大,同時出現大量的變形滑移帶。
(2)通過原位觀察可知,塑性變形坑是以邊緣的空蝕針孔聚集形成少量剝落這種形式長大。
(3),短時間內混合射流區出現大且淺的空蝕坑,內部觀察到晶粒相貌,隨著時間增長整個區域的晶粒形貌都會顯現。
(4)隨噴丸時間增加,兩區表面粗糙度逐漸上升,且混合射流區大于一次射流區。
江蘇空化水射流噴丸設備廠家,噴丸代工服務和噴丸試驗代做服務公司,竭誠歡迎您的垂詢。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.8beet.com/2006/
 微信聯系咨詢
微信聯系咨詢 