采用陶瓷彈丸對(duì) DD6單 晶高溫合金進(jìn)行 噴丸 ,研究噴 丸后 DD6單 晶表面形貌 、表面 粗糙度 、表 面層 組織 結(jié)構(gòu) 、顯 微 硬度等表面完整性性能變化 。結(jié)果 表明 :噴丸后 ,DD6單晶表面完 整性性能發(fā) 生較大變 化 ,表 面層 組織產(chǎn)生 嚴(yán)重塑 性 形變,表面粗糙度R 升高,然而,采用特定參數(shù)噴丸后,表面粗糙度上升的同時(shí),表面應(yīng)力集中系數(shù)反而下降。噴丸后 DD6單 晶表面 7相和 7相均發(fā)生劇烈 的位錯(cuò)增 殖 ,起 到組織 強(qiáng)化 的作用 。兩 種工藝 噴丸后 ,表面顯 微硬度 HV基本 一 致,達(dá)到620,比原始的磨削表面提高44 ,加工硬化顯著。
渦輪轉(zhuǎn)子葉片是航空發(fā)動(dòng)機(jī) 的關(guān)鍵部件,葉片材 料經(jīng)歷了變形高溫合金、鑄造等軸晶高溫合金、定向凝 固高溫合金和單晶高溫合金的發(fā)展歷程 。國(guó)外先進(jìn)航 空發(fā)動(dòng)機(jī)都采用單晶高溫合金作為渦輪轉(zhuǎn)子葉片材 料。DD6單晶高溫合金(簡(jiǎn)稱DD6單晶)是北京 航空材料研究院自主研制的第二代單晶合金,Re含量 較低,具有優(yōu)異的鑄造性能和高溫強(qiáng)度,是國(guó)內(nèi)航空發(fā)動(dòng)機(jī)渦輪轉(zhuǎn)子葉片的重要材料之一 。 在高溫服役的過(guò)程 中,葉片榫頭與榫槽之間的接 觸應(yīng)力 ,轉(zhuǎn)動(dòng)過(guò)程的離心作用和熱應(yīng)力的交互作用使 葉片處于復(fù)雜交變應(yīng)力狀態(tài) ,加之發(fā)動(dòng)機(jī)服役時(shí)容易發(fā)生高頻振動(dòng),使葉片承受高周疲勞作用。噴丸強(qiáng) 化作為提高合金疲勞性能的工藝方法 ,在 國(guó)內(nèi)外航 空領(lǐng)域得到廣泛使用 。目前,噴丸強(qiáng)化技術(shù)在超高強(qiáng) 度鋼。鋁合金 、鈦合金。和等軸晶高溫合 金構(gòu)件上得到了廣泛研究和應(yīng)用 ,而對(duì)定 向高溫合 金和單晶高溫合金葉片這類各向異性材料的高溫構(gòu)件 的 噴 丸 強(qiáng) 化 研 究 起 步 較 晚 。 高 玉 魁 對(duì) D D 6 單 晶 進(jìn) 行噴丸前后疲勞壽命 的對(duì)比,結(jié)果表明噴丸可提高 DD6單晶在 650°C和 760°C下的疲勞壽命,但對(duì)噴丸 前后表面完整性變化涉及較少 。
陶瓷丸是一種新型噴丸介質(zhì) ,模量和硬度大,破損率低,美國(guó)和法國(guó)將陶瓷丸作為非鐵基構(gòu)件的主要噴丸介質(zhì)[161 ,應(yīng)用于航空和汽車工業(yè);在國(guó)內(nèi)該噴丸介質(zhì)還沒(méi)有推廣應(yīng)用。因此,本工作利用陶瓷丸對(duì)DD6合金進(jìn)行噴丸處理,研究陶瓷丸噴丸對(duì)合金表面完整性的影響,為DD6合金零件噴丸強(qiáng)化技術(shù)的應(yīng)用提供技術(shù)基礎(chǔ)。
1實(shí)驗(yàn)
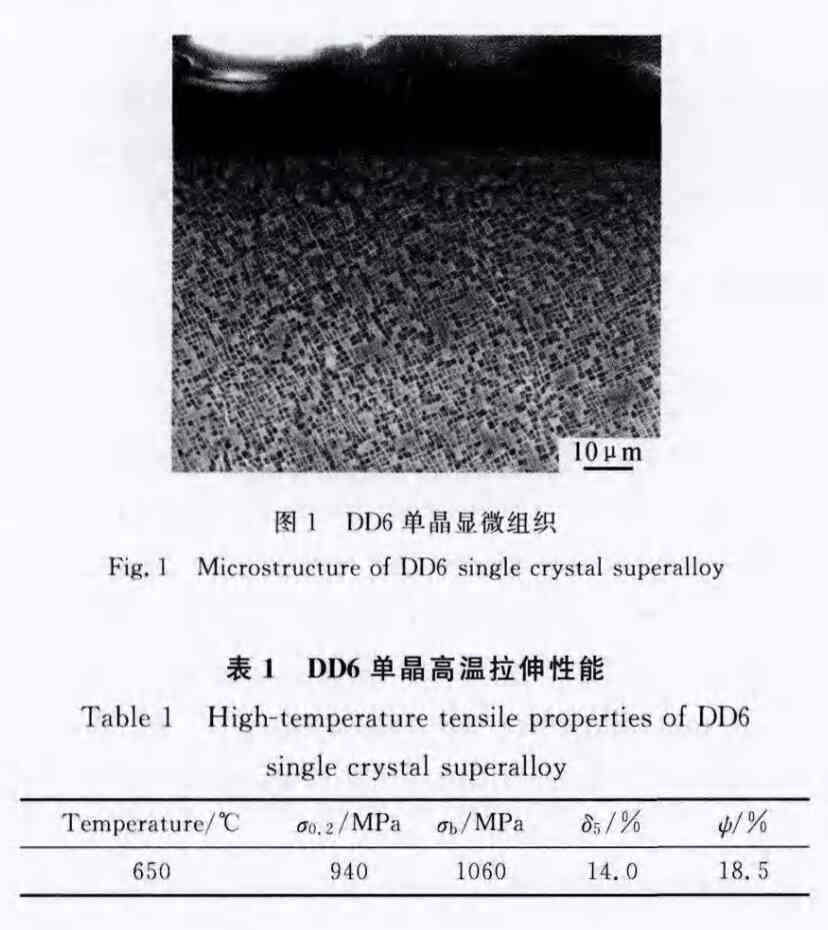
實(shí)驗(yàn)材料是經(jīng)過(guò)完全熱處理的DD6單晶。熱處理狀態(tài): 1290°C ??1h+ 1300°C ??2h+ 1315°C??4h,空冷+1120°C??4h,空冷+870°C??32h,空冷。DD6單晶的生長(zhǎng)方向?yàn)?001)方向。經(jīng)過(guò)熱處理的DD6單晶合金顯微組織為r基體相和r強(qiáng)化相組成(圖1)。DD6單晶的650°C高溫拉伸性能如表1所示。

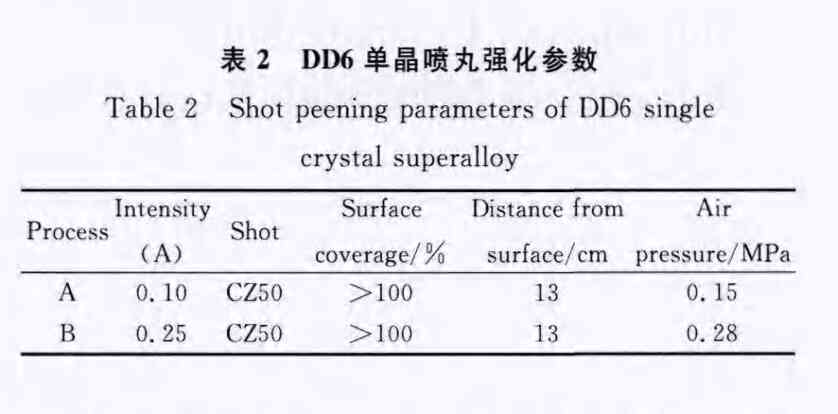
試樣為表面經(jīng)過(guò)精磨的20m?? 10m?? 8mm方形試塊。在氣動(dòng)式噴丸機(jī)上,按照航空工業(yè)標(biāo)準(zhǔn)HB/Z 26-2011,采用陶瓷丸CZ50對(duì)DD6單晶試樣進(jìn)行噴丸,工藝如表2所示。
采用Phase shit MieroXAM白光干涉儀觀察噴丸前后試樣的表面形貌:采用Quanta 600掃描電鏡觀察噴丸前后DD6單晶剖面的組織形貌;采用TEM-200透射電鏡觀察噴丸前后試樣表面層(距表面50μm)的位錯(cuò)組態(tài),透射電鏡樣品是從噴丸樣品的表面切取,用1200號(hào)細(xì)砂紙磨成薄片,隨后進(jìn)行雙噴電解減薄。電解液為34%(體積分?jǐn)?shù),下同)正丁醇+6%高氯酸+ 60%甲醇溶液,液氮冷卻;采用FM-700顯微硬度計(jì)測(cè)試噴丸后試樣剖面的硬度梯度分布。
2結(jié)果與討論
2.1表面形貌
圖2為噴丸前后DD6單晶表面形貌。:可知,噴丸前原始精磨試樣表面存在平行的細(xì)小刀痕(圖2(a))。噴丸后,DD6單晶表面發(fā)生塑性形變,刀痕基本消除,表面呈現(xiàn)細(xì)小褶皺、凸凹、碾壓等特征(圖2(b),(c)),為高速?gòu)椡鑷娚涞皆嚇颖砻婧笏a(chǎn)生塑性變形后的特征。經(jīng)過(guò)工藝B噴丸后表面變形明顯大于工藝A,說(shuō)明表面塑性形變的程度與噴丸強(qiáng)度正相關(guān)。由于DD6單晶合金磨削后表面硬度(HV430左右)遠(yuǎn)小于陶瓷彈丸的表面硬度(HV724以上),且原始表面經(jīng)過(guò)精磨表面粗糙度很低(R, =0.401um),因此贅丸強(qiáng)化后,表面粗糙度有所上升,工藝A噴丸后達(dá)到0.803um,而工藝B噴丸后達(dá)到1. 112um。
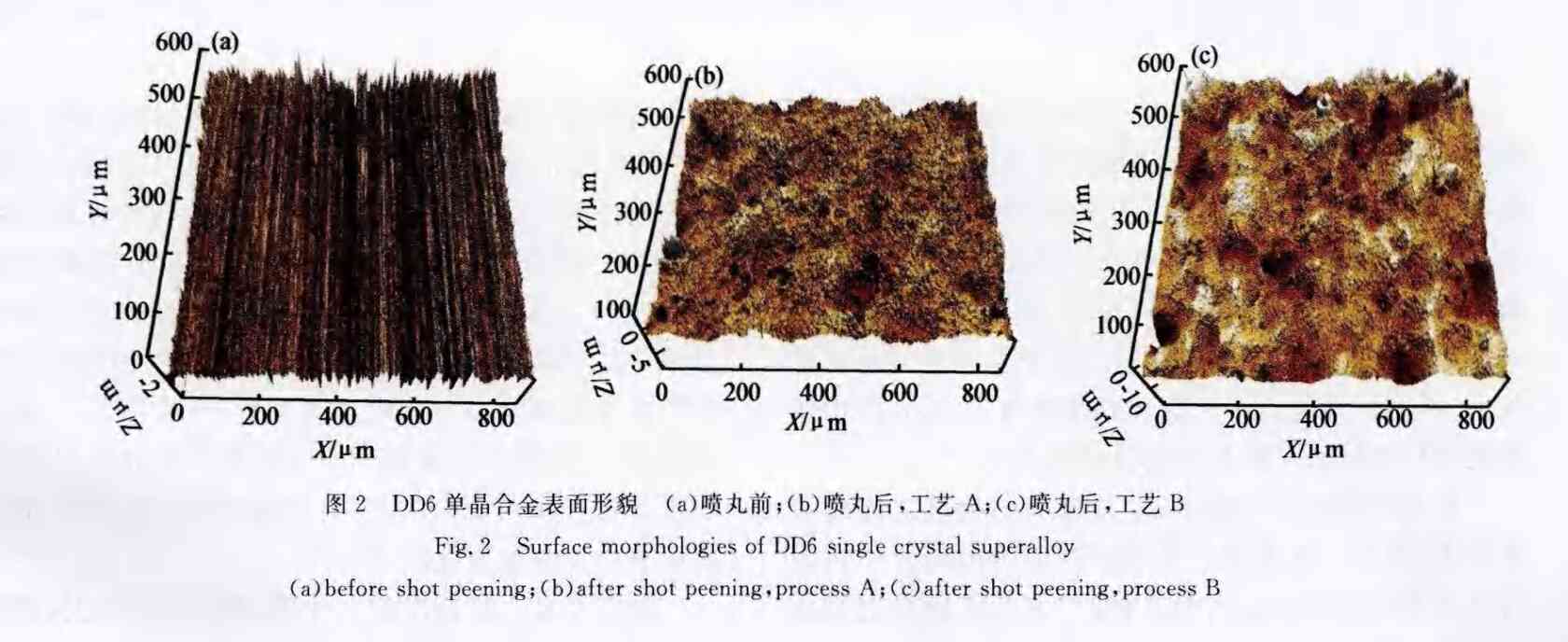
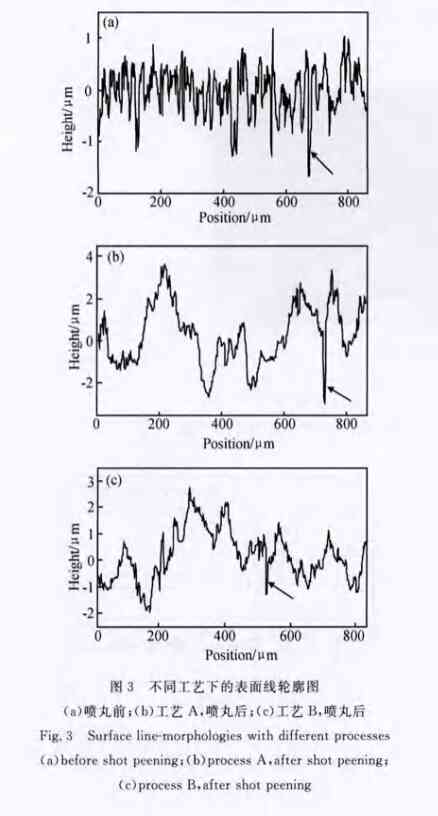
圖3為不同工藝下的表面線輪廓圖。可以看出,經(jīng)過(guò)磨削之后,表面尖端圓角曲率半徑很小;而經(jīng)過(guò)噴丸強(qiáng)化后,表面尖端圓角曲率半徑明顯增大,這一-結(jié)果有利于緩解表面應(yīng)力集中,有利于提高疲勞性能。
經(jīng)過(guò)噴丸后,DD6單晶表面粗糙度提高,加劇表面應(yīng)力集中,但同時(shí)表面尖端曲率半徑明顯增大,可從-定程度上緩解應(yīng)力集中,因此,從表面形貌上分析、DD6合金經(jīng)噴丸強(qiáng)化后,由表面粗糙度增大和尖端曲率半徑增大兩個(gè)因素共同影響著其表面完整性。。
表面形貌變化對(duì)于疲勞性能的影響可以采用應(yīng)力集中系數(shù)來(lái)表示,應(yīng)力集中系數(shù)越大,導(dǎo)致實(shí)際受力增大,疲勞壽命降低。Li等通過(guò)Kt=1+2.1X(Rt,/S),(Kt為實(shí)際應(yīng)力集中系數(shù),Rt為峰谷高度差,S為兩個(gè)相鄰峰的半寬(尖端圓角半徑的一種表示)),對(duì)比兩種噴丸工藝與原始試樣的表面應(yīng)力集中系數(shù),分析噴丸彈坑和刀痕對(duì)于應(yīng)力集中的影響。當(dāng)峰谷高度差R較大,而S較小時(shí),應(yīng)力集中系數(shù)較大,該位置可能為疲勞裂紋萌生位置。觀察圖3,不能“起伏”間峰谷高度差變化幅度較小,而每一個(gè)彈坑(刀痕)的S差別較大,因此,在計(jì)算中應(yīng)選擇S較小的輪廓,如圖3中箭頭標(biāo)注的位置。
結(jié)合圖3可知:工藝A噴丸時(shí),S約為8um,Rt =|Rmin|+|Rmax|=6.3um,則Kt= 2. 65;工藝B噴丸時(shí),S約為7um,Rt=|Rmin|+|Rmax|=2. 8um,則Kt=1.84;對(duì)于未噴丸式樣,S約等于5um,Rt=|Rmin|+|Rmax|=2. 5um,則Kt=2.05。從以上計(jì)算可知,工藝B噴丸后表面的應(yīng)力集中系數(shù)反而低于磨削表面。對(duì)Ti60鈦合金的噴丸強(qiáng)化研究中也得到過(guò)同樣的結(jié)果。因此,不能簡(jiǎn)單地從表面粗糙度R,增大,推斷出噴丸后表面應(yīng)力集中系數(shù)增大,對(duì)于DD6單晶,采用工藝B噴丸后,表面應(yīng)力集中反而降低。
2.2表面層組織結(jié)構(gòu)
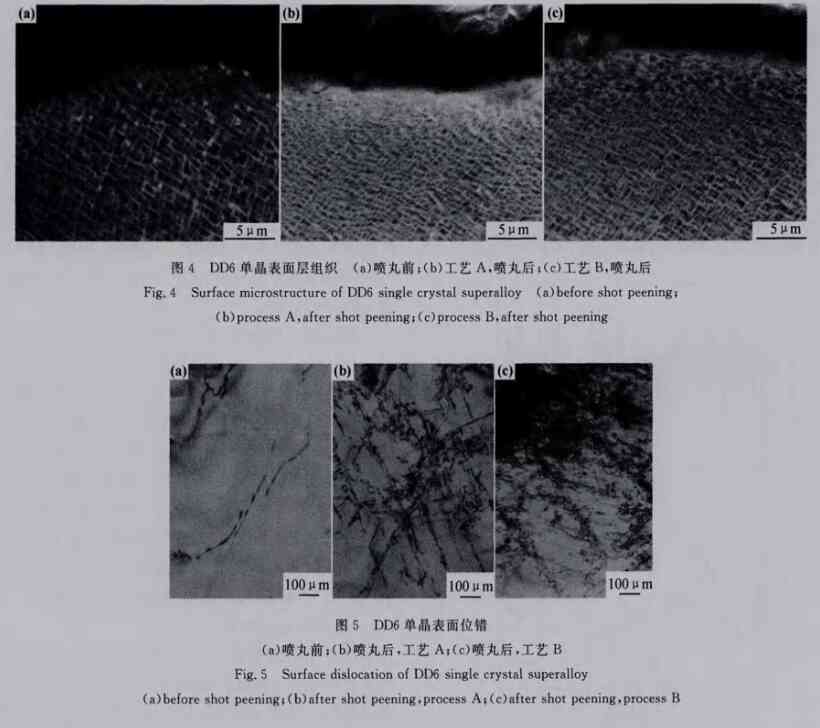
經(jīng)過(guò)完全熱處理狀態(tài)的DD6單晶是由基體相Y和沉淀強(qiáng)化相γ組成。圖4為DD6單晶噴丸前后表面層組織。從圖4可知,無(wú)法從掃描電鏡中觀察到磨削表面明顯的表層塑性變形,而經(jīng)過(guò)噴丸強(qiáng)化后,表面大約5~10μm的區(qū)域內(nèi)塑性變形很強(qiáng)烈,基本已經(jīng)無(wú)法觀察到這個(gè)區(qū)域內(nèi)的組織形貌。圖5為DD6單晶表面位錯(cuò)結(jié)構(gòu)。可知,原始的DD6單晶表面(圖5(a))觀察到的位錯(cuò)密度很低,且分布在基體γ相上,形態(tài)為由熱處理產(chǎn)生的自由位錯(cuò)線,沒(méi)有觀察到在γ’強(qiáng)化相上的位錯(cuò):圖5(b)是經(jīng)過(guò)工藝A噴丸強(qiáng)化后的DD6 單晶表面組織,在小強(qiáng)度噴丸后,DD6單晶表面位錯(cuò)密度有所增加,出現(xiàn)了一定量平行的位錯(cuò),這是噴丸時(shí)某特定滑移面發(fā)生滑移的結(jié)果。此外,在沉淀相r’內(nèi)也有一定數(shù)量的位錯(cuò):圖5(c)是經(jīng)過(guò)工藝B噴丸強(qiáng)化后的DD6單晶表面組織。大強(qiáng)度噴丸強(qiáng)化后,觀察到平行位錯(cuò)墻結(jié)構(gòu),且位錯(cuò)增殖非常強(qiáng)烈,主要的增殖位個(gè)錯(cuò)都產(chǎn)生在基體γ相和沉淀相γ‘的相界面上,沉淀相γ’內(nèi)產(chǎn)生了相當(dāng)數(shù)量的位錯(cuò),沒(méi)有觀察到位錯(cuò)胞或亞晶結(jié)構(gòu)。鎳基單晶合金存在兩相微觀結(jié)構(gòu),其疲勞裂紋擴(kuò)展行為的微觀斷裂模型的建立則以基體r和沉淀相y中的位錯(cuò)運(yùn)動(dòng)為基礎(chǔ)。造成(111)八面體晶面滑移系發(fā)生滑移破壞的主要因素是切應(yīng)力。由于晶面滑移產(chǎn)生的位錯(cuò)墻和大量噴丸增殖位錯(cuò)的存在,使八面體晶面滑移更加困難,交變應(yīng)力需要更高的能量才能滑移,Y相和y相界面存在的高位錯(cuò)密度提高了裂紋擴(kuò)展所需的能量,有效阻礙裂紋擴(kuò)展。 因此,從表面層組織分析,噴丸對(duì)DD單晶產(chǎn)生了增殖位錯(cuò)強(qiáng)化作用。
2.3顯微硬度
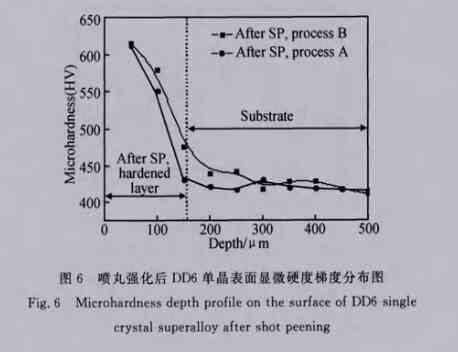
圖6為噴丸強(qiáng)化后DD6單晶試樣截面的顯微硬度梯度圖。可知,在大于300um的區(qū)域,顯微硬度HV基本維持在430左右,為DD6單晶的基體硬度。經(jīng)過(guò)噴丸強(qiáng)化后,DD6單晶表面存在- -層硬度顯著提高的噴丸硬化層。硬化層的深度隨著噴丸強(qiáng)度的增大而增加。兩種工藝噴丸后,單晶試樣的表面顯微硬度HV基本-致,達(dá)到620,比基體的表面顯微硬度提高了44%。表面硬度反映了表面加工硬化程度,也是組織結(jié)構(gòu)變化的力學(xué)響應(yīng)。表面硬度變化主要來(lái)源于噴丸帶來(lái)的形變加工硬化。越接近表面的位置,由于噴丸產(chǎn)生的塑性形變量越大,位錯(cuò)增殖也越劇烈,加工硬化效果越明顯,因此,在顯微硬度實(shí)驗(yàn)中也表現(xiàn)出較高的硬度值。
3結(jié)論
(1)噴丸強(qiáng)化后DD6單晶表面產(chǎn)生強(qiáng)烈塑性變形,表面粗糙度有所增加,但表面尖端圓角曲率半徑也隨之增大,兩個(gè)因素共同影響著DD6單晶的表面完整性。相比原始試樣的磨削表面,采用工藝B噴丸后,表面粗糙度上升,表面應(yīng)力集中反而下降。
(2)噴丸強(qiáng)化后DD6單晶表面γ相和r’相均發(fā)生劇烈的位錯(cuò)增殖效果。小強(qiáng)度噴丸后,表面位錯(cuò)呈平行排布;而經(jīng)過(guò)大強(qiáng)度噴丸后,位錯(cuò)增殖,并觀察到晶面滑移產(chǎn)生的平行位錯(cuò)墻結(jié)構(gòu),起到組織強(qiáng)化的作用。
(3)兩種工藝噴丸后,表面顯微硬度HV都達(dá)到620;比原始的磨削表面提高44% ,加工硬化顯著。
我司專業(yè)從事噴丸強(qiáng)化設(shè)備制造,噴丸工藝驗(yàn)證,噴丸強(qiáng)化加工等表面強(qiáng)化處理設(shè)備和技術(shù)服務(wù),歡迎有需要的客戶聯(lián)系咨詢。
噴拋丸設(shè)備、噴丸強(qiáng)化技術(shù)服務(wù),182 0189 8806 文章鏈接:http://www.8beet.com/1745/
 微信聯(lián)系咨詢
微信聯(lián)系咨詢 擊這里給我發(fā)消息")