超聲波噴九強化技術近年來已經在多種類零件的制造工藝中引起高度關注。超聲波噴九強化技術能夠對被處理材料實現表面改性,強化其物理、化學特性,其設備結構緊湊,可并入生產線上,方便操作、重復性好、無污染、噪音小,便攜式的超聲波噴丸設備在表面強化技術領域有巨大優勢。綜述了超聲噴丸表面強化技術目前國內外研究和應用現狀,論述了超聲波噴丸表面強化技術的強化機理和技術特點,重點介紹了強化件殘余應力場研究以及表面納米化研究,總結了超聲波噴丸表面強化的關鍵技術和難點,超聲波噴丸表面強化技術有著廣闊的應用前景。
表面強化技術是一種主要用來提高金屬件疲勞性能的表面改性技術,已在工業領域得到廣闊的應用。它利用沖擊力或擠壓力等形式的機械作用使金屬材料近表面區域產生局部的彈塑性變形,導致在材料表面產生了殘余壓應力,并使材料顯微結構發生改變,增強了其抵抗疲勞裂紋萌生和擴展的能力。
超聲波噴丸強化技術( UltrasonicShot Peening, USP )是目前最具有前景的金屬材料冷加工表面強化處理工藝之一,它不但克服了傳統噴丸的不足,且強化效果優于傳統噴丸,有更好的工藝可控性,這項技術目前在很多工業領域普遍應用,例如航空航天、汽車、鐵路和橋梁結構,這些領域所需的材料需要有很高的強度、疲勞壽命、磨損和腐蝕抗性。在這項工藝中,超聲波能被轉化為撞針或者彈丸對金屬材料表面的高速沖擊,使金屬表面產生較塑性變形,有害殘余拉應力得以有效消除”,并在金屬表面形成殘余壓應力層;發生表面形變強化,并導致表面晶粒的細化和微觀組織的改善;而且噴丸殘余應力的存在使裂紋閉合效應增強,有效抑制了疲勞裂紋的擴展。因此,超聲波噴丸強化技術可以增加金屬表面顯微硬度和強度,提高腐蝕抗性以及疲勞性能。
超聲波噴丸強化技術目前已在噴丸強化和金屬表面改性領域得到了廣泛應用。Sonats公司較早開展了超聲波噴丸設備開發和應用方面研究的工作圖。 Troyes技術大學和中科院金屬研究所率先進行了USP金屬表面納米化的研究”。波蘭電子材料技術研究所使用超聲波噴丸技術對氧化錯和氧化鋁陶瓷進行了表面處理,結果顯示超聲波噴丸在其受噴金屬表面產生了最高達2.4GPa的殘余壓應力[0-111從而提高了受噴材料的抗裂性能。在Renault汽車工業集團, Snecma, Volvo和Airbus等國際航空航天工業集團及核電、火電等能源工業領域的零件上,超聲波噴丸強化技術已經得到應用。在美國空軍直升機結構強度和疲勞壽命提升計劃上, Sonats公司的超聲波噴丸強化技術也得到了應用121。目前在世界范圍內,由于其各方面的優越性,超聲波噴丸強化技術已經具有很大的研究價值且應用前景廣闊。
超聲波噴丸強化技術
1基本原理
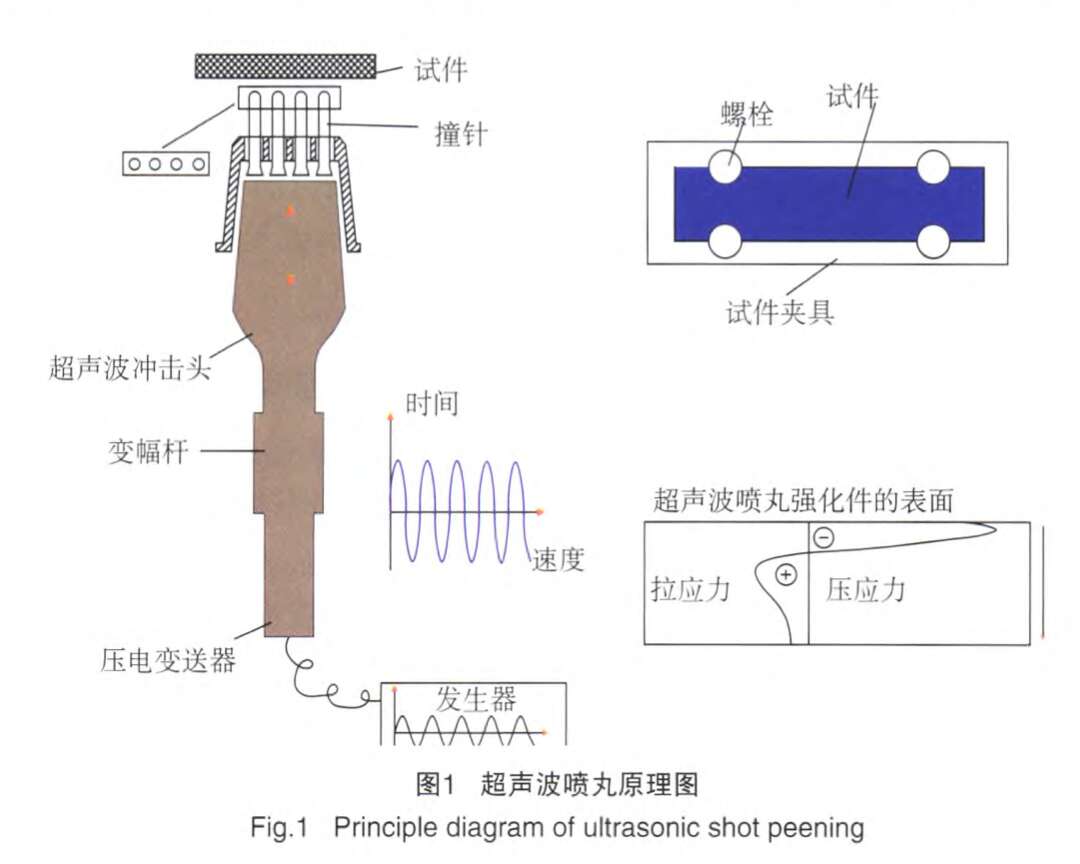
超聲波噴丸強化技術原理如圖1所示,超聲波噴丸技術是以超聲波振動為動力源,通過換能器將超聲波振蕩信號(頻率在20kHz)轉換成機械振動信號,再通過變幅桿將縱波機械振動的微小振幅放大至20-80um,帶動安裝在振動工具頭上的撞針或者噴丸室中的彈丸對靶材表面進行高速撞擊,導致靶材表面產生塑性變形(形成彈坑)。材料表面層的微觀組織由于這種劇烈的塑性變形而得到極大的碎化(可達納米級別),產生密集、均勻且穩定的位錯增殖。與此同時,材料內部誘導產生了高幅的殘余壓應力分布。
2技術特點
超聲波噴丸強化技術的優點主 要體現在以下幾個方面:
(1)殘余壓應力的值較高。噴 丸強化效果豐要由殘余壓應力的值和殘余壓應力層深度兩個主要因素決定,相比較而言,超聲波噴丸試件的殘余壓應力值要比傳統噴丸產生的殘余壓應力值高很多,殘余壓應力層的深度也要高很多。
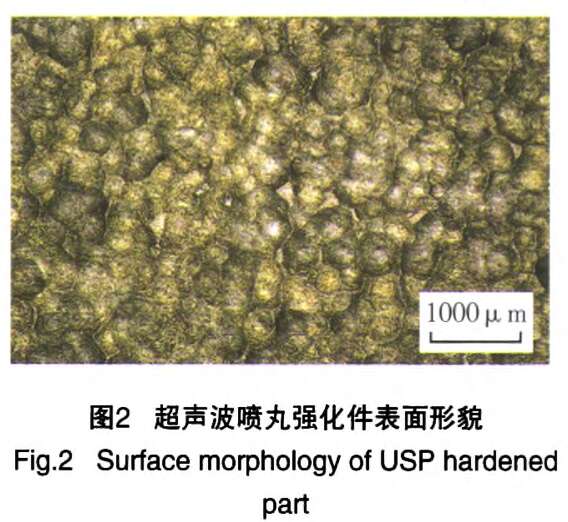
(2)表面粗糙度較小。傳統噴丸強化工藝中,所使用的彈丸尺寸一般比較小,丸粒流的噴射速度較高,而且由于撞擊過程中會伴隨著彈丸的破碎,所以受噴工件表面的粗糙度會比較大,較大的表面粗糙度又相對容易導致零件產生疲勞失效和應力腐蝕,其結果就是大大降低了傳統噴丸的強化效果。而超聲波噴丸使用的噴丸介質不僅有與傳統噴丸相似的丸粒,還有尖端曲率半徑較小的撞針。同樣在使用彈丸作為噴丸介質的情況下,所使用的彈丸與傳統噴丸相比,通常選用硬度更高的軸承鋼或鎢碳鋼等材料,彈丸的直徑要大出不 少,而且表面光潔度和圓度也高出不 少。在超聲波噴丸的噴丸室內彈丸的速度方向是完全隨機的,使得彈丸對受噴金屬表面的撞擊總體更為均 勻。以上這些導致超聲波噴丸處理 后的工件表面粗糙度值比傳統噴丸小很多,而使用撞針作為噴丸介 質時,由于其可控性更好,噴打更為均勻。表面粗糙度則更小。2024鋁合金在1.2mm撞針直徑以及50%覆 蓋率條件下進行超聲波噴丸強化,在 顯微鏡下觀察到的表面形貌如圖2 所示。

(3)設備功耗更低,便攜性好。 超聲波噴丸克服了傳統氣動噴丸附 屬設備寵大的缺點.由于采用超聲波能做動力源,其設備結構簡單、緊湊, 有效降低了功耗。圖3是便攜式超 聲噴丸設備的總體外觀,由于其體積 小,便攜性好,適合在現場進行維修 維護等工作。
(4)工作環境綠色無污染。當 使用丸粒作為超聲波噴丸的噴丸介 質時.其噴丸竄存1=作時始終處于封閉狀態,而且其丸粒用量較少,丸粒 破損率也極低,非常有效地避免了傳 統干式噴丸法由于丸粒破碎引起的 現場粉塵污染問題,而且撞針式超聲 波噴丸則完全不用考慮粉塵問題,從 而實現了綠色噴丸強化,改善噴丸工 作現場環境。
(5)工藝可控性更為良好。由 于彈丸的用量要少很多,與傳統噴丸相比,超聲波噴丸彈丸循環利用的周期更長,更換彈丸更為簡便快速,也無需加設丸粒分離裝置。超聲噴丸強化過程受控工藝參數更少,也更容易實現精確控制。這些參數包括:噴丸時間、丸粒量、丸粒直徑(撞針直徑)、沖擊振幅、工件的進給速度。
受噴表面殘余應力場研究
目前,國內外對噴丸殘余應力場的研究主要是采用XRD技術研究超聲波噴丸參數對殘余應力場分布1影響。國外Rodopoulos等13采用XRD技術定量研究了摩擦攪拌焊帶合金壁板的殘余應力分布。
南京航空航天大學郭超亞、魯地紅10采用XRD技術研究了采用不同噴丸工藝參數對7055-17751鋁合金進行超聲波噴丸處理,其表面殘余應力的分布情況,定量研究了噴丸工藝參數對殘余應力場分布的影響規律。結果表明,在一定范圍內超聲波噴丸殘余應力場的深度和最大殘余壓應力值會隨著沖擊振幅和撞針直徑的增加而增大。所獲得的最佳工藝參數使得最大殘余壓應力分布深復相比初始狀態提高了1.31倍以上,最大殘余壓應力值達到了初始狀態的6.8倍和8.14倍。
表面納米化研究
超聲波噴丸表面納米化,是由于超聲波噴丸能夠導致金屬材料表面發生劇烈的塑性變形,在材料表面生成了納米晶粒或者超細品粒結構,從而大大提高了材料的表面性能。但是超聲波噴丸強化處理是否一定能夠導致材料表面納米化,主要是由金屬材料本身與其工藝參數決定的。國外一些學者的研究已經表明,使用聲波噴丸強化技術可以在金屬表面產生厚度大約30-504m的超細晶粒層。國內外在USP強化技術的研究和應用方面側重點有所不同,在日本和一些歐美國家,主要側重于表面強化技術的研究和應用。國內學者則更偏向于超聲波噴丸材料表面納米化以及表面改性。
目前,國內外在超聲噴丸表面納米化技術對于受噴材料疲勞性能作用方面的認識尚未統一。研究表明,一方面USP表面納米化可以抑制塑形變形并保持穩定的納米結構層,阻礙位錯的運動,抑制疲勞裂紋的萌生與擴展;另一方面由于增加了表面粗糙度,生成了表面微裂紋,晶界處原子活性很高,鈍化膜不穩定等原因, USP表面納米化后材料的耐蝕性能有所降低。而且超聲波噴丸強仙對材料疲勞性能的作用還要受其他諸多因素的共同影響。Shaw、Tian等研究了超聲波噴丸處理對鎳基高溫合金C-2000疲勞極限的影響,研究表面超聲波噴丸處理對C-2000疲勞極限的改善程度比傳統噴丸處理高出很多,這是由殘余壓應力、表面納米化和加工硬化共同作用所導致的1, Nalla Nikitin等學者的相關研究也得出了類似的結論。
關鍵技術分析
超聲波噴丸表面強化技術具有相當大的研究價值和發展潛力,跟有些國外發達國家相比,我國在超聲波噴丸設備研制和工藝技術研究方面均起步較晚,總結起來有以下關鍵技術需要克服:
(1)超聲波噴丸強化工藝參數的優化。超聲波噴丸過程非常復雜,涉及到機械學、聲學、振動學、電學等諸多學科,要想取得最佳噴丸效能和最佳強化效果,應綜合考慮各個噴丸工藝參數的影響,對噴丸工藝參數進行優化。如撞針式超聲波噴丸發生器頻率及工作功率、撞針直徑及數量、撞針分布密度、撞針振幅、噴丸時問等,如何建立諸多噴丸工藝參數之間的聯系,優化超聲波噴丸強化總體工藝設計,具有很大的研究意義.
(2)超聲波噴丸的力學模型的創建。無論是撞針式或是彈丸式超聲波噴丸,撞針或高速沖擊作用的力學模型創建和驗證一直以來都是技術難點,撞針或丸粒對靶材表面沖擊力的理論計算非常重要,這對于將生產工藝控制和仿真計算相聯系有著直接的決定意義。
(3)殘余壓應力、加工硬化、表面納米化對表面性能影響的聯合作用研究。由于表面納米化對表面性能的影響不是單方面的,而且受殘余壓應力、加工硬化等因素的影響,通過研究它們之間的聯合作用方式和機理,對優化超聲波噴丸表面強化工藝具有重要意義。另外,由于受噴工件在腐蝕環境下的應用非常普遍,還需要進一步研究USP表面納米化處理對腐蝕疲勞和應力腐蝕性能的影響。
(4)超聲波噴丸過程數值模擬模型的精確建立。噴丸過程是一定數量的撞針或者大量丸粒不斷沖擊工件表面,對于撞針式噴丸,工件表面受到各個撞針的動載作用,撞針沖擊靶材的沖擊力大小及其方向可能會不同;而對于彈丸式噴丸而言則更為復雜,彈丸的沖擊速度、人射角度、沖擊區域都具有隨機性,整個超聲波噴丸的物理過程非常復雜,建立精確的工件超聲波噴丸模型非常難。
另外,由于在高應變率下,撞針、丸粒和受噴材料的材料屬性很難得到,彈丸或撞針與靶材的接觸和摩擦也很難確定,使得有限元模擬的準確性很難得到保證。
結束語
目前,法國Sonats公司和國內江蘇世紀銘豐科技有限公司分別是現今國際上唯一持有原創性超聲波噴丸表面強化技術的企業和國內少數超聲波噴丸強化、噴丸成形機集成商,我國在超聲波噴丸表面強化技術的研究以及應用上起步相對較晚,如果能盡快提升我國這一領域的研究和應用能力,將有助于加強我國金屬表面強化這一領域的總體技術水平。在理論上,超聲波噴丸強化的機理有待深入研究,各項噴丸工藝參數對表面強化效果的影響以及它們之間的相關性需要進一步的分析,殘余應力場、加工硬化和表面納米化對表面強化的聯合作用效果和機理尚不明確,超聲波噴丸強化精確的數值模型有待建立與優化。
我們堅持自主創新制造與國外技術引進相結合的方針,為國內企業、研究單位提供各種型號超聲波噴丸強化機和自動化超聲波噴丸機器人,設備覆蓋鋼丸、沖針兩種類型,目前我司生產的國內型號頻率覆蓋20-100kHz,同時代理法國SONATS公司產品,目前機床型的超聲波噴丸強化機,均為定制產品,可預約產品參數,歡迎了解。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.8beet.com/1432/
 微信聯系咨詢
微信聯系咨詢 