基于組織結構和力學行為分析了高壓水射流噴丸強化的機理 ,給出了各種射流形式噴丸強化的作用效果 ,提出 了前混合水射流和前混合自激振蕩水射流噴丸強化的新方法 。研究表明 ,高壓水射流噴丸強化技術先進 、優勢明顯 ,具有廣闊 的應用前景 。
材料表面改性作為傳統材料性能優化的基礎研究被列為國 家自然科學基金“九五”“、十五”優先資助領域 ,充分體現了表 面改性技術在促進國民經濟建設和貫徹可持續發展戰略中的顯 著作用和重要地位 。而在表面涂鍍 、表面合金化和摻雜 、表面組 織轉化等眾多表面改性技術群中 ,對提高金屬零構件抗交變載 荷作用下的疲勞能力最顯神威的是噴丸強化技術 。它集制造工 藝和使用維修于一體 ,從邊際設計的維修補救措施 ,發展到原型 設計的一部分 ;目前 ,廣泛應用于航空、航天、汽車、核動力、兵 器 、石油 、煤炭 、化工 、機車 、工程機械 、汽輪機 、農機 、塑料模具 、 電氣開關等眾多工業部門。隨著科技的進步 ,新的噴丸方法不 斷涌現 ,超音速噴丸 、高壓水射流噴丸 、高能振動噴丸 等相繼 問世 。高壓水射流技術是近 30 年來迅猛發展起來的一項新技 術 。它的應用范圍由單純采礦業的水力開采發展到機械 、化工 、 航空 、航天 、建筑 、紡織 、冶金等眾多領域 ,用以切割 、清洗 、除銹 和破碎等作業。在 20 世紀 80 年代末 ,Zafred 首先提出了利用 高壓水射流進行金屬表面噴丸強化的思想 ,從而開始了高壓水 射流噴丸強化技術的研究 。
1 .高壓水射流噴丸強化機理
高壓水射流噴丸強化的基本原理 ,就是將攜帶巨大能量的 高壓水射流以某種特定的方式高速噴射到金屬零構件表面上 , 使零構件表層材料在再結晶溫度下產生塑性形變 (冷作硬化 層) ,呈現理想的組織結構 (組織強化) 和殘余應力分布 (應力強 化) ,從而達到提高零構件周期疲勞強度的目的 。
高壓水射流噴丸強化時 ,在水射流的強烈沖擊碰撞下材料 表層產生的變形是由多種作用引起的 ,對于不同的射流介質 、射 流形式和噴射方式 ,各種作用效果不同 ,有的居于主導地位 ,有 的處于次要位置 。筆者研究認為 ,高壓純連續水射流噴丸強化 時 ,水射流的滯止壓力引起的沖擊和彈性沖擊波產生的動態壓 力起主導作用 ;脈沖水射流噴丸強化時 ,彈性沖擊波產生的動態 壓力和液體橫向分流對表面的剪切作用居主要地位 ;空化水射 流噴丸強化時 ,空泡潰滅產生的沖擊起主要作用 ;混合水射流(混入彈丸) 噴丸強化時 ,彈丸沖擊壓入產生的法向力和切向力 起主導作用。Ramulu 等 研究表明 ,高壓水射流噴丸強化與 傳統的噴丸強化具有相似的工藝過程和表現形式 ,水射流沖擊 下在零構件表層形成塑性形變 ,產生殘余壓應力 ,增加了材料表 面硬度 ,從而可以有效控制疲勞源的萌生和裂紋的擴展 ,提高零 構件的疲勞強度 。
2 .高壓水射流噴丸強化方法
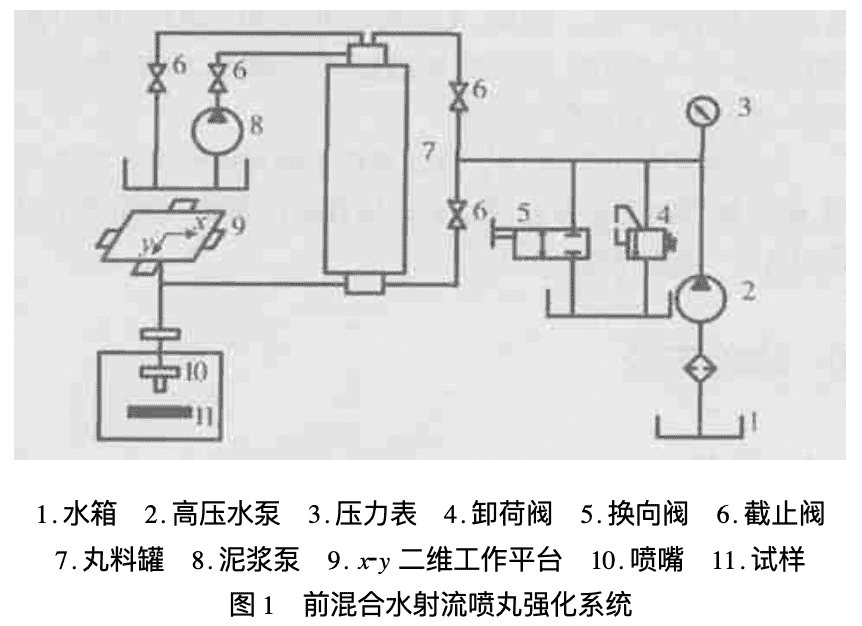
高壓水射流噴丸強化技術彌補了傳統噴丸強化工藝的不足 ,具有廣闊的應用前景。各國學者認識到這一技術的巨大優勢 ,從 Zafred 提出高壓水射流噴丸強化工以來便相繼開始研究 ,探索各種強化方法 。美國的 Kunaporn 等設計了高壓純水射流噴丸器 ,采用出口帶圓柱段的圓錐收斂型噴嘴和扇型噴嘴對70752T6 鋁合金進行噴丸強化試驗 ,結果表明 :純水射流噴丸強 化對受噴材料疲勞壽命的影響取決于噴參數 ,即噴射壓力 、噴嘴移動速度 、靶距 、著流時間及噴嘴類型等 ,且在相同條件圓 錐收斂型噴嘴比扇型噴嘴產生殘余壓應力的作用效果好 ,但表面粗糙度值也高 ; 在扇型噴嘴試驗條件下疲勞壽命最大提高25%左右。俄羅斯的 ФУДОВИН等研制了電液壓脈沖射流噴丸器 ,脈沖放電產生 180 ~360MPa 的脈沖壓力 ,使經噴嘴噴出的液體速度達到 150~700mΠs ,作用于零件的被處理面上使之強化 ,經三家機器制造企業工業性試驗表明 ,噴丸強化效果顯著 ,可適用于任何復雜形狀表面。日本的 Hitoshi 等設計了帶有加熱器的空化射流噴丸器 ,采用圓柱形噴嘴對 SUP7 鋼噴丸強化 ,即使上游壓力為 20 MPa 時 ,噴丸后材料的疲勞強度也可以提高 10 %左右 。日本開發了自吸式干丸后混合水射流噴丸強化加工設備 ,噴丸器高壓水的壓力為 100~250 MPa ,玻璃彈丸直徑為 0. 05 ~ 0. 20 mm ,已用于本田技研工業公司熊本制作所進行汽車后軸傳動齒輪的大批量噴丸強化加工 。筆者基于流體 網絡理論計了前混合水射流和前混合自激振蕩水射流噴丸強化裝置 (系統原理見圖 1) ,選用 0. 26~0.35mm 的玻璃丸 ,對2A11 鋁合金和 45 # 鋼進行噴丸強化試驗 ,結果表明 ,在噴射壓力為 15 MPa 時 ,兩種強化方式均可以獲得顯著的噴丸強化效果。

目前 ,高壓水射流噴丸強化技術的研究剛剛起步 ,理論上有 待發展 ,技術上有待完善 。
3 .高壓水射流噴丸強化特點
高壓水射流噴丸強化技術與傳統噴丸強化工藝相比具有以下特點 :
1)容易對存在狹窄部位、深凹槽部位的零件表面及微小零件表面等進行強化。
2)受噴表面粗糙度值增加很小,減少了應力集中現象,提高了強化增益效果。
3)純水射流噴丸強化時,工作介質為水,無固體彈丸廢棄物,符合綠色材料選擇原則,同時,可以實現全覆蓋率,且不會由于固體彈丸的破損而降低強化表面的可靠性。
4)水介質和動力源來源廣泛,可實現全強度噴丸和同時加工幾個表面,比能耗和成本低、生產效率高。
5)噴頭體積小,反作用力小,移動方便,易于實現光控、數控及機械手控制,提高噴丸強化質量。
5)整套噴丸裝置體積不大,可以裝在機動車上進行遠距離操作和外場作業。
7)噪聲低、無塵、無毒、無味、安全、衛生,有利于環境保護和操作者的健康,可實現綠色噴丸強化。
4.結論
1)高壓水射流噴丸強化能有效控制疲勞源的萌生和裂紋的擴展,提高零構件的疲勞強度。
2)水射流噴丸強化技術與傳統的噴丸強化工藝相比具有相似的工藝過程和表現形式,強化作用也是由組織強化和應力強化共同完成。
3)水射流噴丸強化過程中力的作用行為取決于射流介質、射流形式和噴射方式。
4)水射流噴丸強化技術先進、優勢明顯,具有廣闊的應用前景。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.8beet.com/1191/
 微信聯系咨詢
微信聯系咨詢 