江蘇世紀銘豐為研究適宜S280新型超高強度不銹鋼的噴九強化工藝,對S280鋼進行不同工藝的噴九強化,析了S280鋼及其不同工藝噴丸強化后的試樣的表面形貌、粗糙度、旋轉彎曲疲勞壽命以及疲勞斷口形貌,測了噴九強化試樣的殘余應力場。結果表明:噴九強化后S280鋼疲勞壽命有了顯著的提高,而大強度的鑄鋼噴九對其疲勞壽命提高更為有利;噴丸前后的S280鋼的疲勞裂紋源均在表面,但噴九強化使疲勞裂紋由多源變為單源。
S280 新型超高強度不銹鋼采用低 碳馬氏體相變強化和時效強化疊加,性能優異,可代替現有Aer Met100,300M鋼用作飛機起落架材料。起落架零件的失效多為疲勞失效,常在零件表面起裂,需進行表面強化以提高其使用壽命。目前的研究主要從超高強度不銹鋼的成分、組織結構和熱處理工藝等方面解決其失效問題,對S280超高強度不銹鋼的表面噴丸強化工藝涉及較少,本工作對其噴丸強化工藝進行研究。
一、試驗
1.1 試材成分及力學性能
試 材 s280 超 高 強 度 不 銹 鋼 的 成 分 (質 量 分 數 ,%):0.13C,12.00Cr,14.00Co,2.00Mo,4.00Ni,1.00w,Fe余量。力 學 性能:抗 拉 強 度 1920MPa,屈 服 強 度 1500 MPa,延 伸 率 14% ,斷 面 收 縮 率 66% ,斷 裂 韌 性120MPa·m (m的1/2次方)。
1.2 噴丸工藝
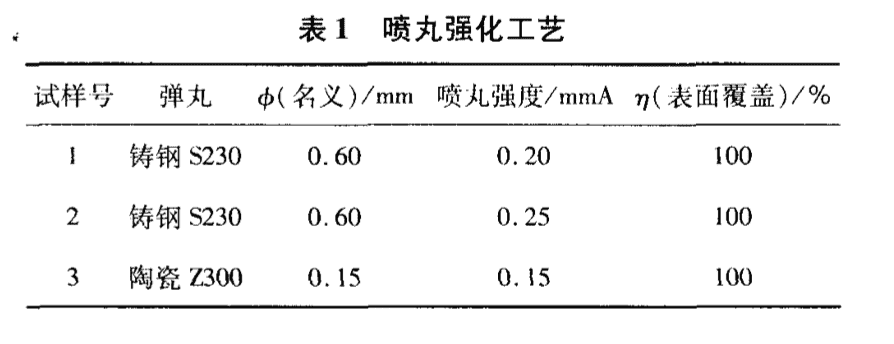
在 K X P 一3 0 0 0 氣 動式噴丸機上 ,按 照 H B / Z 2 6 ,分別采用鑄鋼丸 s230 及 陶 丸 Z30 0 對 s280 不銹鋼試樣進行噴丸強化,具體參數見圖1.

1.3 測試分析
采 用 FTS.i120 觸 針式 表 面 粗 糙 度 儀 測 試 噴 丸 前 后 的 s280 試 樣 的 粗 糙 度 。 采 用 電 解 拋 光 法 逐 層 減 薄 ,并 在 X一3000型 x 射 線 應 力 分 析 儀 上 測 定 噴 丸 強 化 試 樣 殘 余 應 力 沿 層 深 的 分 布 :CrKa 靶 ,(211)衍 射面 ,交 相 關 定 峰 法 ,準 直 管 直 徑 為 3 m m ,管 電 流 6.9 mA,電壓 30kV。在 室 溫下 進 行 應 力 集 中 系 數 為 2 的 疲 勞 試 樣 旋 轉 彎 曲 疲 勞 試 驗測 試 噴 丸強 化 前 后 的 s280 試 樣 的 疲 勞 壽 命 :最 大 應 力 為 620 M Pa,應 力 比 為 一 1 ,若 循 環 次 數 大 于10的7次方未 斷 則 停 止 試 驗 。 使 用 FEIQUANTA60 0 型 掃 描 電 鏡 (SEM )觀 察 試 樣 的 形 貌。
二、結果與討論
2.1 噴丸處理對試樣表面形貌及粗糙度的影響
S280鋼及其不同工藝噴丸強化后的試樣的表面SEM形貌見圖1。由圖 1可以看出,噴丸后試樣原始表面的加工刀痕已被完全覆蓋 ,同時可見明顯的彈坑。
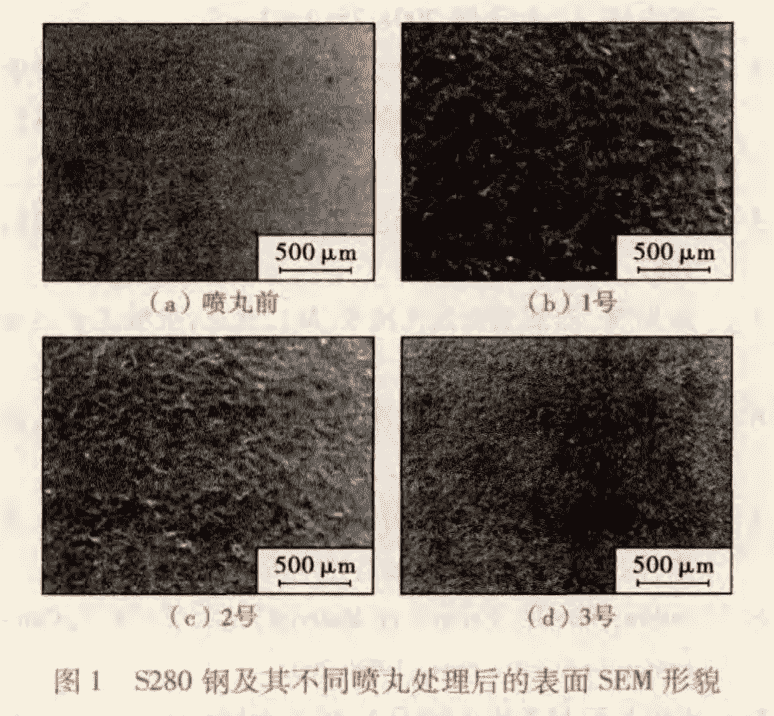
未噴丸的5280鋼試樣的表面粗糙度為0.282 um;1,2,3號噴丸強化試樣的表面粗糙度分別為1.137,1.316,0.602 um。可見,噴丸后粗糙度均有所增加。表面粗糙度直接影響材料的疲勞性能。噴丸強化能夠有效改善材料的疲勞性能是因為其引入了殘余壓應力,改善了材料組織、表面微觀形貌與粗糙度。
2.2 噴丸處理對試樣殘余應力分布的影響
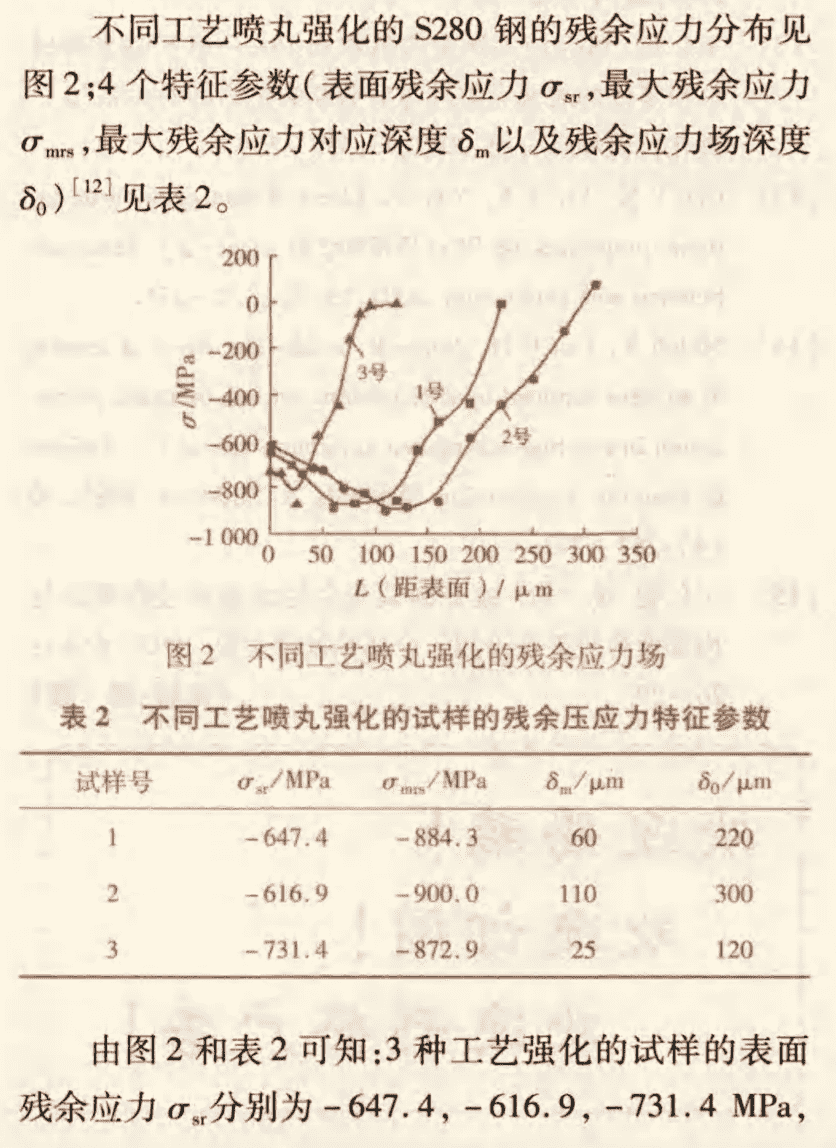
噴丸殘余應力的實質是由彈丸沖擊,使表面層發生彈塑性形變和硬化,約束次表面彈性形變而產生的內應力。隨著噴丸強度的增大,塑性形變加劇,造成表面屈服而發生殘余應力松弛,因而表面殘余壓應力隨噴丸強度的增大而減小。噴丸時彈丸流不斷撞擊金屬表面并使其表層發生循環彈塑性變形,噴丸的最初階段表面會依據材料的特性發生循環硬化。當噴丸時間達到飽和或表面覆蓋率達到100%時,材料的表層循環硬化變形趨于穩定狀態,此時最大殘余壓應力也將達到定值。改變噴丸強度只能改變最大殘余壓應力對應的位置,并不能改變最大殘余壓應力的數值。另外,噴丸強度越大,噴丸能量越大,導致噴丸強化影響層加深,使殘余應力場深度增加。
2.3噴丸處理對試樣疲勞壽命的影響
S280鋼及其不同工藝噴丸后的平均疲勞壽命見表3。由表3可知:S280鋼的疲勞壽命為5.75 乘以10的4次方;經過強化后,疲勞壽命均有大幅度的提高,1號試樣疲勞壽命為4.88 乘以10的6次方,2號試樣10的7次方次疲勞測試下未發生斷裂,而3號試樣疲勞壽命為2.47乘以 10的5次方。噴丸過程中形成的彈丸坑引起表面的粗糙度增加,將形成局部的應力集中,為噴丸弱化因素。噴丸強化引入的表面殘余壓應力場對改善疲勞性能非常有利,屬于強化因素。試樣經過噴丸強化后,表面層發生了強烈的冷塑性變形使晶格畸變加劇,位錯密度增加,亞結構細化,從而提高了試樣的表面強度和硬度,同時噴丸產生的有利的殘余壓應力場不僅可以抑制疲勞裂紋的萌生,還可以增加裂紋的閉合效應來減小疲勞裂紋的擴展速率,這是殘余壓應力強化的主要機理。
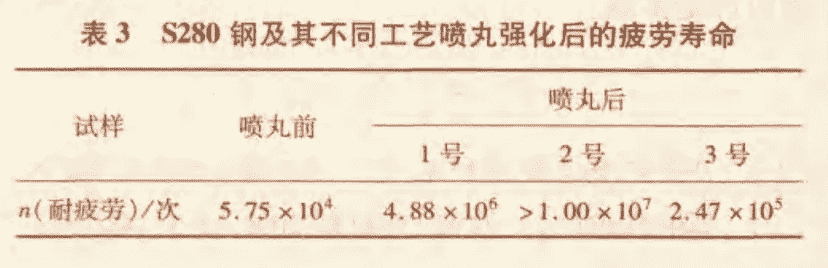
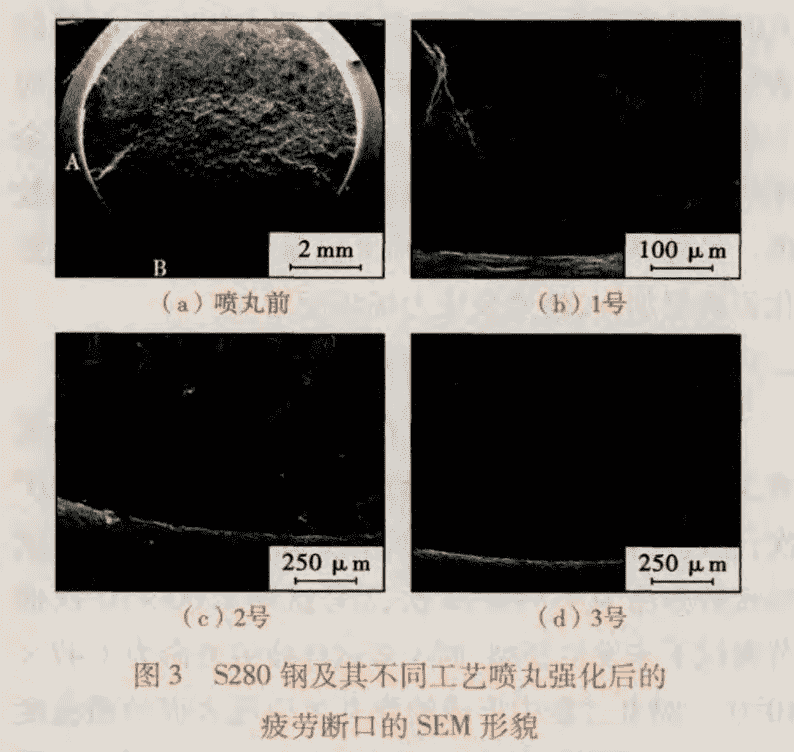
圖3是S280鋼及其不同工藝噴丸強化后的疲勞斷口的SEM形貌。由圖3可以看出:噴丸前后的試樣疲勞裂紋源均在表面;噴丸后試樣的疲勞裂紋源是單源,未噴丸的試樣疲勞裂紋源為多源(見圖3a中 A, B處)。因疲勞裂紋在表面萌生,表面層的殘余應力對疲勞性能的影響較大。殘余拉應力的存在會降低疲勞強度,而殘余壓應力的存在可提高疲勞強度。噴丸強化可產生一定深度且數值較大的殘余壓應力場,當表面層承受外加交變載荷時,強化層內的殘余壓應力會降低外加交變載荷中的拉應力水平,即可降低“有效拉應力”,從而可提高疲勞裂紋萌生的臨界應力水平,使得強化試樣的疲勞壽命得到大幅度提高。2號試樣疲勞壽命最優,說明較大噴丸強度對提高S280新型超高強度不銹鋼的疲勞壽命更為有利,但對于鑄鋼丸噴丸工藝,噴丸強度太大容易造成材料表面微觀裂紋。
三、結論
(1)S280鋼經噴丸強化后疲勞壽命大幅度提高;而鑄鋼丸較大強度噴丸對疲勞壽命的提高更為有利,殘余壓應力場深度約為300 mm,最大殘余壓應力約為-900.0 MPa。
(2)噴丸強化前后試樣的疲勞裂紋源均在表面,但噴丸后的疲勞裂紋源是單源,而未噴丸試樣的疲勞裂紋源是多源。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://www.8beet.com/1185/
 微信聯系咨詢
微信聯系咨詢 