江蘇噴丸覆蓋率設(shè)備和技術(shù)服務(wù)商,覆蓋率檢測檢測方法,覆蓋率檢測儀和覆蓋率檢測熒光筆、熒光劑供應(yīng)商,了解如何根據(jù)覆蓋率和噴丸時間圖確定完全覆蓋噴丸次數(shù),我們提供覆蓋率設(shè)備和技術(shù)培訓(xùn)服務(wù)。
噴丸覆蓋率:
我們在對工件進(jìn)行噴丸強化時,除了要求噴丸在工件表面可以壓出凹坑,讓工件產(chǎn)生塑性形變,從而增加殘余壓應(yīng)力外,我們還要求噴丸要對工件表面完成均勻的覆蓋,理想覆蓋率為100%(事實上我們通過重復(fù)噴丸,并考慮經(jīng)濟(jì)性,基本可以達(dá)到98%-99.9%以上,可視為100%覆蓋,現(xiàn)實中當(dāng)覆蓋率達(dá)到98%以上就不好測定了,所以在初次噴丸覆蓋率達(dá)到98%后,我們會根據(jù)初次98%覆蓋率噴丸時間,加倍噴丸時間,以此達(dá)到理想覆蓋率),達(dá)到理想的覆蓋率后,我們就可以在金屬工件的表面形成均勻壓坑和壓應(yīng)力層,才真正在工件表面實現(xiàn)噴丸強化。
噴丸覆蓋率檢測的意義:
由于噴丸強化,對工件噴丸覆蓋率有必須的覆蓋率要求,而我們通過肉眼無法準(zhǔn)確判斷出覆蓋率,所以我們必須通過專業(yè)的覆蓋率儀器,對工件表面進(jìn)行覆蓋率的檢測,覆蓋率檢測的意義在于兩點,其一,獲取覆蓋率和時間關(guān)系,計算噴丸實際所需要的時間;其二,在噴丸結(jié)束后確認(rèn)噴丸效果,以采取進(jìn)一步措施。
噴丸覆蓋率檢測標(biāo)準(zhǔn):
目前使用比較多的即SAE覆蓋率檢測標(biāo)準(zhǔn),SAE J442 噴丸強化試片,夾具,及測量儀
SAE J443 噴丸強化試片使用標(biāo)準(zhǔn)的步驟
工件和試片的覆蓋率對比:
工件達(dá)到完全覆蓋所需要的噴丸時間,可能和SAEJ443中所提到的阿爾門試片的強度、飽和時間不同。這是因為工件的外形,硬度和屈服應(yīng)力強度與阿爾門試片不同。在其他客觀因素不變的情況下,表面硬度軟(屈服應(yīng)力小)的工件比硬(屈服應(yīng)力大)一些的達(dá)到完全覆蓋所需時間更為短些。因為屈服應(yīng)力小的工件,在相同噴丸強度下,形成的凹坑更大,表面壓應(yīng)力波及面大。
覆蓋率和噴丸暴露時間的關(guān)系:
噴丸彈丸流的覆蓋率和噴丸時間之間存在明確及定量的關(guān)系。其之間關(guān)系可以用以下公式來具體說明:
Cn=1-(1-C1)n
這里:
C1= 一次循環(huán)覆蓋率(小數(shù))
Cn = n次循環(huán)覆蓋率(小數(shù))
N=循環(huán)次數(shù)
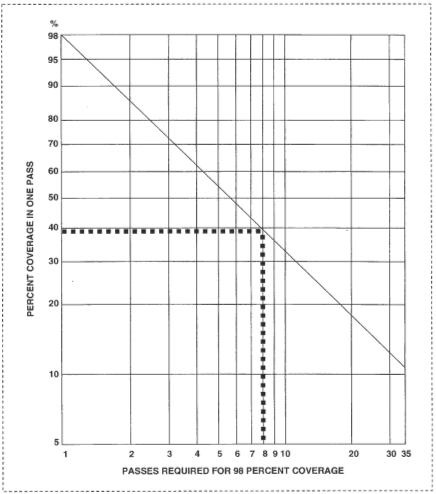
此等式表明,把覆蓋率達(dá)到100%作為一個設(shè)定。而覆蓋率達(dá)到98%以上是很難精確測定的。由于覆蓋率達(dá)到100%是一個設(shè)定,并且精確測量可接近98%(含98%),因此可以選取任意98%的覆蓋率來代表完全覆蓋。如果超過這個數(shù)值,覆蓋率可表示為達(dá)到98%的覆蓋率所需的曝光時間的倍數(shù)。例如1.5的覆蓋率則代表此樣品曝光時間為覆蓋率達(dá)到98%時所需曝光時間的1.5倍。圖1所顯示的為張圖表描繪了合適的曝光時間范圍。
覆蓋率和噴丸時間之間的關(guān)系:
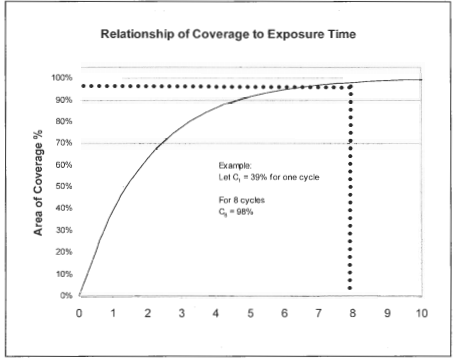


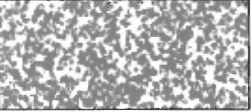
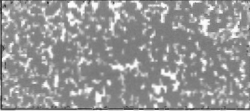
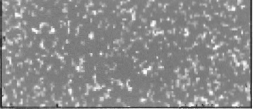
圖2-覆蓋率示例
達(dá)到98%的覆蓋率(完全覆蓋)的次數(shù)要求預(yù)測:
經(jīng)過一次噴丸測得覆蓋率,可由此預(yù)測出覆蓋率達(dá)到98%(完全覆蓋)將要進(jìn)行的總次數(shù)。根據(jù)噴丸覆蓋率和噴丸時間(次數(shù))關(guān)系計算。例如,一次噴丸,覆蓋率達(dá)到80%,那么經(jīng)過連續(xù)三次噴丸,覆蓋率至少能達(dá)到100%,一次噴丸覆蓋率為60%,要經(jīng)過連續(xù)五次噴丸,若果一次噴丸覆蓋率為39%,將要連續(xù)進(jìn)行8次噴丸。
覆蓋率的檢測方法:
覆蓋率的檢測必須在經(jīng)噴丸表面的代表區(qū)域進(jìn)行取樣操作。這些區(qū)域包含了難以達(dá)到的凹形槽和陰影區(qū)域。根據(jù)噴丸標(biāo)準(zhǔn)對噴丸工件進(jìn)行取樣。覆蓋率的測定可使用以下任何一種或者幾種或和使用方法。
一、目測:
使用10-30倍甚至50倍的放大鏡對工件噴丸表面進(jìn)行目測。如果使用10-30倍的放大鏡進(jìn)行目測仍然不能準(zhǔn)確觀察,可使用以下推薦的其中一種可替代方法進(jìn)行觀察檢測。
二、熒光劑跟蹤法:
工件在噴丸強化之前,將這些跟蹤劑涂到工件表面上,對工件噴丸表面完全覆蓋,在噴丸之后再目測,被移除涂層的總量和工件表面比即為覆蓋率。
- 根據(jù)制造商的作業(yè)標(biāo)準(zhǔn)操作,噴丸之前對工件或者樣品的代表區(qū)域進(jìn)行涂層。在噴丸之后,用10-30倍的放大鏡對噴丸的表面進(jìn)行觀察,確認(rèn)所要求覆蓋率的要求。然后在陰暗的區(qū)域使用紫外線燈對相同的表面的進(jìn)行觀察,測出被清除的跟蹤涂層量。
- 根據(jù)將噴丸工件上被清除的涂層的總量和樣品表面被清除的涂層進(jìn)行對比。使用10-30倍的放大鏡目測,如果工件比樣品呈現(xiàn)出更多的殘余熒光劑,即為噴丸未充分覆蓋。
- 但我們必須要注意的一點是跟蹤劑完全清除可能不能完全代表目測的覆蓋率。
三、油墨標(biāo)記法:
油墨標(biāo)記法的使用方法和熒光跟蹤劑測量方法是一樣的。
四、復(fù)制法
對轟擊噴丸強化之后,復(fù)制其表面測量覆蓋率。
覆蓋率試樣:
覆蓋率試樣是指定金屬樣品,將其熱處理加工達(dá)到特定硬度,其硬度和用于展示覆蓋率的噴丸工件相似。當(dāng)覆蓋率試樣的噴丸凹痕非常小的時候,就不容易觀察得到,例如在高硬度的工件上使用低強度噴丸作業(yè)。在噴丸之前顆粒或砂被引入到試樣表面來促進(jìn)之后的覆蓋率觀察。需注意的是核實該試樣覆蓋率和工件覆蓋率的對比。必須要考慮到加工硬化率對覆蓋率的影響。加工硬化率是由冶金學(xué)特性決定的,如:晶體結(jié)構(gòu),相數(shù)。例如,奧氏體鋼比鐵素體鋼更快加工硬化。試樣的檢測時間必須受到最小達(dá)到理論100%覆蓋率噴丸時間的限制。這個不能代替部件覆蓋率的檢測。
噴丸覆蓋率檢測的發(fā)展:
目前噴丸覆蓋率研究的的主要目的,還是為了確認(rèn)噴丸達(dá)到完全覆蓋的噴丸工藝次數(shù),為噴丸強化加工提供作業(yè)參數(shù)支持,同時確認(rèn)噴丸工件的噴丸覆蓋情況;
基于目前手持式自動噴丸覆蓋率檢測儀,存檢測區(qū)域小,無法進(jìn)行復(fù)雜工件噴丸表面覆蓋率檢測,而其他包括熒光檢測法,檢測手段過于復(fù)雜的問題,我們急需向著檢測面積大、表面復(fù)雜、操作簡便的方向發(fā)展。
噴拋丸設(shè)備、噴丸強化技術(shù)服務(wù),182 0189 8806 文章鏈接:http://www.8beet.com/1078/
 微信聯(lián)系咨詢
微信聯(lián)系咨詢 消息")